Square Forms Contained By Convex Faces
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Square Forms Contained By Convex Faces
A variety in square work adapted for shafts and pedestals, is obtained by turning the separate faces of one, or several similar pieces at the same time, as flat arcs of large circles. Shafts are turned attached to the edge of a large cylinder, larger flat pieces are sometimes turned on the cylinder, hut with greater convenience when attached to the front of a wood surface chuck.
The piece for the shaft planed parallel and to a square section, is received within a corresponding groove on the surface of a plain drum or cylinder, fig. 749, parallel with its axis, so as to complete the periphery. The cylinder is then turned to the profile desired for the shaft, the exposed face of the latter, - 1, in the upper diagram fig. 750, - thus at the same time receiving its figuration. The shaft is then withdrawn, turned one quarter round, and replaced in the groove with its turned face 1, towards the operator, when the second face, 2, now occupying the previous position of 1, is submitted to the action of the tools; the positions and advance of the tools in turning the second and following faces, being guided by the curvature and mouldings just previously turned upon the cylinder. The third and fourth faces are turned in the same manner, but require some additional precautions. Bergeron referring to this method, describes the grooves to receive the shafts as cut in the solid cylinder; this may be done but they are more readily formed by attaching straight slips of wood by screws, touching each other all around the drum, as in fig. 749. The shaft is conveniently fixed within its groove in the same manner, by joiner's screws passing transversely through its square ends into the drum; which ends being beyond the finished length of the work are afterwards cut off.
Fig. 749. Fig. 750.

The groove is essential to avoid intermittent cutting, and to support the vertical face at which the tool cuts free from the work. Thus when the second face is being turned, as in the lower diagram, fig. 750, it is apparent that the edge which meets the tool, being more or less reduced by the forms turned upon 1, is but slightly supported by the left vertical side of the groove. This is not of so great importance as the tool cuts from the edge on to the side of the shaft, and with gentle management does not splinter the corners; on the other hand the still plain side 3, at which the tool leaves the work as it passes on to the cylinder does not splinter, from being supported by its complete contact with the right vertical side of the groove. When turning the side 3, the corner it forms with 4, receives protection in like manner, but 1, being now beneath, the shaft is no longer in complete contact with the bottom of the groove, and is liable to spring under the tool; this is prevented by inserting two or three small pieces of wood as stops, between the bottom of the groove and those portions of the shaft that have become attenuated. These supports are the more necessary in turning the last side 4, but as this has also been narrowed in width by the reduction of both the faces 1 and 3, it obtains no support from the right side of the groove, and this has to be remedied by the insertion of a slip of wood, flat upon the one face against the side of the groove, and cut out upon the other to the contour of the mouldings turned upon the shaft. The shafts are either made of sufficient length, for their end surfaces to be flush with those of the cylinder, or if shorter, they abut against a stop fixed in the groove; when in either case as they are replaced; all the four sides are turned exactly opposite to each other, and their various forms and mouldings correctly mitre.
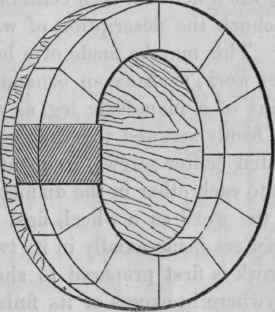
The wooden surface chuck employed for turning work of larger spread but of small elevation, such as the foot of the candlestick, fig. 751, - the shaft of which is represented as turned upon the drum, - is provided with a projecting, wood ring, the height of the piece to be turned, attached to its surface. The ring is cut through across, down to the flat surface on which it is carried, with one or several parallel openings to receive one or more pieces of the work, one of which only is shown shaded in the illustration; the ring maybe made of one solid piece, or for large diameters of several segments screwed down upon the surface of the chuck and then turned to the circle. The work is held by its flat under surface by screws placed through from behind the chuck, and is therefore always equally firm for turning all four sides, and cannot spring from the tool. The upright side of the notch in the ring supports three of the sides of the work as the tool leaves them, but, as with the shafts turned on the cylinder, the filling piece is required to prevent accident to the last corner. The margin of the ring acquires the mouldings given to the first side of the work, and then serves as the guide in turning the remaining three.
With the drum or surface chuck of sufficient diameter the larger faces of the work approach the straight line, while those portions most reduced in size can often hardly be distinguished from it; the square work may also be varied by circular portions, subsequently turned upon it when between centers. It is however evident, that fig. 752, will often be too large in diameter for the five inch center lathe, even when the lifting blocks, figs. 182. 183, are used. In such cases the lathe head may be turned round to stand in the other direction, so that the chuck may revolve beyond the end of the lathe bearers, the hand rest being temporarily supported on some other structure, and the lathe kept in motion by a second person.
Fig. 751.

Fig. 752.
This old method of square turning is followed by Mr. J. Royffe, a furniture turner, who has received an award for his productions, from the Worshipful Company of Turners, London; and from whose individual practice some of the foregoing particulars are derived. His works which bear critical examination, deserve the more commendation, the process having suggested itself to him solely from the ordinary plan adopted to avoid splintering the edges of the long mortises cut in the shafts of wooden bed posts, viz. - that of filling them with slips of wood level with the surface, previously to turning the work circular.
Continue to:
My Books

