The Production of Spherical Surfaces By Abrasion. Part 10
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
The Production of Spherical Surfaces By Abrasion. Part 10
"Having observed that when the extent of the motions of the polishing machine were in certain proportions to the diameter of the speculum, its focal length gradually and regularly increased, that fact suggested another mode of working an approximate parabolical figure. If we suppose a spherical surface, under the operation of grinding and polishing, gradually to change into one of longer radius, it is very evident that, during the change, at no one instant of time will it be actually spherical, and the abrasion of the metal will be more rapid at each point as it is more distant from the center of the face. When, however, the focal length neither increases nor diminishes, the abrasion will become uniform over the whole surface, producing a spherical figure. According, however, as the focal length (the actual amount of abrasion during a given time being given) increases more or less rapidly, the nature of the curve will vary, and we might conceive it possible, having it in our power completely to control the rate at which the focal length increases, so to proportion the rate of increase as to produce a surface approximating to that of the paraboloid. Of course, the chances against obtaining an exact paraboloid are infinitely great, as an infinite number of curves may pass between the parabola and its circle of curvature, and it is vain to look for a guide in searching for the proper one in calculations founded on the principles of exact science, as the effect of friction in polishing is not conformable to any known law; still from a number of experiments it might be possible to deduce an empirical formula practically valuable: this I have endeavoured to accomplish."
"The weight of the polisher was constant, being the least possible consistent with its working properly, viz., ten pounds for a speculum three feet diameter.
"The distance of the counterpoising lever would obviously influence the curve; that I have regarded as constant also, viz. twelve feet; as also, in all my most recent experiments the length of stroke of the first eccentric B, which was one-third of the diameter of the speculum; the only variable quantity was therefore the stroke of the second eccentric G. Under these circumstances, the most accurate determination at which I have been enabled to arrive is, that when the stroke of the second eccentric G is such as to communicate a lateral motion to the polisher equal to about .27 of the diameter of the speculum, the curve will be nearly parabolic." The figure of the speculum is tested during the grinding and polishing, by observing the reflection of the watch-dial, and the adjustment of the length of stroke admits of being made with such accuracy, that the three feet speculum "with its whole aperture, is thrown perceptibly out of focus by a motion of the eye-piece, amounting to less than the thirtieth of an inch: and even with a single lens of an eighth of an inch focus, giving a power of 2592, the dots on a watch-dial are still in some degree defined."
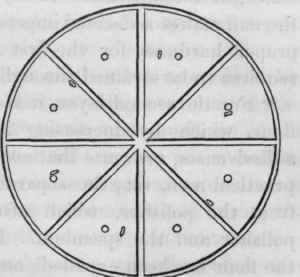
Much difficulty was experienced in the management of the resinous composition for the surface of the polisher, the necessity for increasing the thickness of the composition in proportion to the size of the speculum was in itself sufficient to prevent great accuracy being attained. This was first endeavoured to be overcome by dividing the surface of the composition with a heated iron into squares, but although this greatly improved the figure of the speculum by allowing of the lateral expansion of a thin layer of the resinous composition, it was found that the spaces soon filled up, and the same difficulty then returned. This defect was entirely remedied by dividing the iron disk itself instead of the cement. Several polishers were made on this construction, in which the arrangement and dimensions of the grooves were varied, but the form ultimately preferred is shown in figs. 1133 and 1134, which represent the face and back views of the polisher. "The circular grooves were turned with the slide rest, and are three-eighths of an inch deep and one quarter wide, leaving bands of continuous surface one quarter of an inch wide. The grooves at right angles are about one inch and a quarter distant, one quarter of an inch wide and half an inch deep, cut with the circular saw. The speculum was of course truly ground with the polisher first, and then the layer of resinous composition applied, the grooves remaining empty.
Fig. 1133.
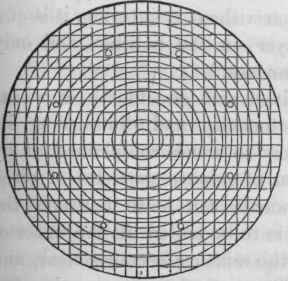
Fig. 1134.
There was still a difficulty with respect to the hardness of the resinous composition; on the one hand it is essential to the truth of the general figure that the composition should be soft enough to expand laterally to enable it to fit the speculum, on the other hand the composition is required to be as hard as is consistent with the polishing powder being able to embed itself in its surface, in order that the face of the speculum may be equally acted upon by the polisher, notwithstanding minute differences in the texture of the metal at different parts. The Earl of Rosse found that the two properties apparently inconsistent with each other, could be imparted to the polisher at the same time, simply by using the resinous composition of two degrees of hardness, so as to form two very thin strata, the outer one being the harder.
For the preparation of the composition "common resin is melted, and when nearly boiling, spirit of turpentine is added to it, perhaps about one-fifth of its weight; but resin varies so much in quality, that there is no guide except trial. When the mixture has been incorporated by stirring, a cold piece of iron is to be immersed in it, and then placed for some minutes in a vessel of water, at a temperature of 55°; if then a moderate pressure of the nail makes a decided impression without splintering, it is of a proper hardness for the first layer on the polisher, and only requires to be strained through canvass."
Continue to:
My Books

