Drop-Forging Die Operation
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Drop-Forging Die Operation
Typical Operation
When the term drop-forging dies is used it is generally understood to mean forging dies for forming red-hot metal. In operation these are two die blocks - upper and lower - as in Fig. 63. The upper half contains one half of the impression and the lower block the other half of the impression. The upper half is keyed to the hammer or drop by means of the dovetail shank, and the lower block is similarly secured to the bed of the drop press.
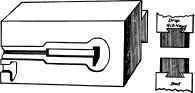
Fig. 63. Typical Drop-Forging Dic.
The impressions are so laid out that when one end and one side of each block are even the impressions are opposite.
Breaking Down
At one side of the impression proper is another impression called the break down. A furnace nearby contains a number of bars of metal which are heated on one end to a bright forging red. The red-hot end is placed over the break-down impression, and the drop is allowed to fall by tripping with a treadle. The blocks on coming together smash the heated bar into the break-down impression. The object of the break down is to allow the use of a smaller bar of metal and by being formed in the break down the shape of the heated end is formed and flattened so that there is metal enough to fill the impression proper. The instant the blocks come together there is a rebound and the treadle should be released to allow instant raising of the drop which is lifted by a board fastened to it at one end. The board passes between two revolving pulleys that grip it, and the hammer is raised by friction to a slight distance above an automatic stop or pawl, at which point the rolls separate and the drop rests on the pawl.
Forming
The heated bar is now placed over the die proper, and enough blows are given the bar to fill the die completely. At each stroke, however, the heated end should be raised from the die to allow the loose oxide or scale that may have formed to be blown or brushed from the lower die. Another reason for removing the bar a short distance from the die each stroke is to prevent heating the die unnecessarily. As there is generally more metal in the heated end than is necessary to fill the die, it is obvious that some of the metal will be forced out between the dies in a thin web-called the flash - a, Fig. 64. To permit the dies coming together and forming a piece to correct diameter, a recess, a, Fig. 63, is milled around the die for clearance for surplus metal or flash. There is a small connecting portion, b, Fig. 64, between the forged piece and the bar, called the sprue, which should be as small as possible.

Fig. 64. Drop Forging Showing Flash Attached and Flash Removed.
Trimming
After the piece has been forged, it is then placed over ft die having an open end to allow the passage of the sprue and called the trimming die, and the punch - being shaped to fit the forging to prevent its distortion - on descending, trims the flash from the forging and leaves the bar and forging as at e, Fig. 64. The sprue is then placed between two knives that are chisel-shaped punches fitted in an ordinary punch press, and the finished forging is severed from the bar.
Methods For Saving Material. Tapering
If the work is of the type shown in Fig. 65, which is a bicycle crank having a large portion and tapering to a small end, the method of forg-"rentmostly to effect a saving in ire purchased ft trifle larger than ad cut to short lengths while cold rer shears. These pieces are then t and forged tapering under a trip being fitted with two small blocks drical impressions, and making per minute. By gripping the end he rod is worked back and forth Ices rapid blows on the work, which stock to proper length and size. peration depends solely upon the the blows are so rapid and always ;he operator fails to move the rod or turn it fast enough the work will not be round or tapered. In other words, the trip hammer produces the same work that a blacksmith would produce by hand hammering except in much quicker time. The forged piece is bent at right angles, then reheated, and afterward placed in a drop die for filial shaping.
Spreading
Fig. 66 shows another type of forging which is a sprocket wheel, and to produce this forging in one die would mean a tremendous loss of metal as the hub is so much thicker than the rim. If a thick piece of steel were placed over a center die and an attempt made to flatten the steel until it filled the die, it can be readily seen that, as the stock began to flow outward toward the rim of the die, it would flow in all directions, and the metal that would be forced into the spokes would be gradually pushed sidewise, or distorted. Therefore a smooth-face breaking-down die is used to form the hub and to spread the steel enough to completely cover the finishing die, after which the steel is reheated and final-formed in the finishing die.
Fig. 65. Drop Forging with Toporod Stock.
Shaping Die Block. Setting-Up
The first step in making drop dies is to select the die blocks; they must be large enough for the job, for the impression must not come too close to the edge of the blocks. A hole, say 5/8 inch in diameter, is drilled in each end of each block about ½ inch deep and approximately central in the end. Then the block is placed, with its level surface down, on a planer bed, and with finger straps engaging the holes in the ends and properly blocked up, as in Fig. 67; the die block is now brought to bear against a parallel strip that is parallel with the travel of the bed and that is clamped to the planer bed. The object of this parallel strip is that it not only aligns the edge of the die block with the travel of the planer bed but prevents the block from shifting when planing on the extreme edge, which is likely to happen as the block is clamped in the center by the fingers only. When a rough casting or forging is clamped to any machine bed or in any machine viae, it is good practice to place a thin piece of metal or cardboard between the clamped surfaces to prevent marring the machine surface. If the planer vise is large enough to hold the die block, there is of course no advantage in using finger straps and bolts, providing the solid vise jaw can be readily aligned with the travel of the bed.

Fig. 66. Sprocket-Wheel Forging.
Fig. 67. Shaping Dic Block far Drop Forging.
Continue to:
My Books

