Making Die. Preparation Of Bar. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Making Die. Preparation Of Bar. Continued
Die Filing Machine
In many shops the die filing machine, shows in Fig. 319, is used for many of the operations of working to shape dies, gages, templets, and various small parts. It is also used in lapping dies, gages, and models, which have been hardened. As the table of the machine can be set at an angle, dies can be filed or lapped at the proper angle to give the desired clearance.
A saw may be used in place of the file, and the core of the die sawed out; this is a very satisfactory way of cutting the core from a small die having an irregularly shaped opening, whose outline is such that the ordinary methods do not prove satisfactory, or are extremely costly. For large work, an ordinary hack saw blade may be used, holes being drilled at the corners of the openings. For small work and where irregularly shaped openings are to be produced, a narrow blade whose teeth have quite a little set is advisable. For roughing out a die opening, a coarse file should be used, the file being clamped at either end, and the work held against it by means of the feed screw, while the die is guided by hand. When taking finish cuts with small files, the file is usually held in the lower clamp only. As the file clears on the return stroke, undue wear is avoided. The crank pin may be set at either end of the crank arm, as may be desired, so as to cause the file to cut at either the up or down stroke.
Graduated table readings are furnished so that the table can be set to provide any angle of clearance. The surfaces produced by this machine are flat, and especially adapted to dies having but a small clearance angle where any rounding of the surfaces would not be allowable.
Fig. 318. Die Sharper.
Fig. 319. Die Filing Machine (or Filing and Lapping Dies.
Shearing
Die blocks have their cutting edges beveled in order that the blank may be cut from the stock by a shearing cut. Shear is given the face of the die to reduce the power necessary to cut the blank from the stock, so that a thicker blank can be cut. The shear also reduces the strain on the punch and die.
The face of the die is sheared when the blank, or piece forced through, is the product to be saved. But if the piece surrounding the blank is to be saved, and the blank is of no use, the face of the die is left perfectly flat and the end of the punch is sheared.
The cutting face of the die may be sheared by milling or planing to the desired angle, depending on the thickness of the stock to be punched and also on the power of the press. A common method of shearing a die is shown in Fig. 320, which shows a section of a die used for punching a heavy spring. The end of the punch is left flat. The punching, commencing at the center A, is continued with a gradual shearing cut as the punch descends until it reaches the ends BB, of the opening. The blank punched will be straight, but the stock will bend somewhat unless it is quite stiff, in which case it springs back to shape when the pressure is removed.
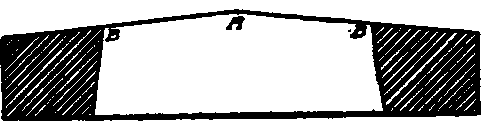
Fig. 320. Die for Punching Heavy Spring.
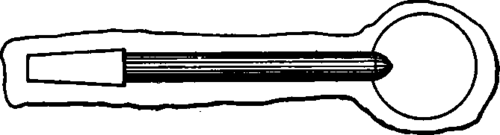
Fig. 321. Forging Requiring Extra Amount of Power.
When the punching requires an amount of power in excess of the capacity of the press, as in the case of the forging shown in Fig. 321, it is necessary to trim the flash occasioned by the process of drop-forging, and at the same time to punch the end to shape, as shown in Fig. 322. It is obvious that the material removed is not the valuable part, and, as it is necessary to use a light press, the die may be given a shear as shown in Fig. 323, thus making it possible to do the punching on a press whose capacity would not be equal to the job if the die had been sheared as shown in Fig. 320.

Fig. 322. Piece Forged and End Punched at Same Time.

Fig. 323. Shearing Die for Preceding Piece.
In order to facilitate the operation of grinding the face of a die, it is frequently made with a raised boss around the hole as shown in Fig. 324.
Sectional Dies
In order that dies may be worked to shape more easily, they are sometimes made in two or more pieces which are fastened together when in use. The plain die, Fig. 325, is made in two pieces, which are held in their relative positions by the dowel pin at each end, shown at A and B; when in the die holder, they are held together in such a manner that they cannot spread. Dies of this form should have the surfaces that go together finished true; the pieces should then be clamped together, and the dowel pin holes drilled and reamed. They should then be taken apart and any burrs caused by drilling and reaming removed. The pins should now be inserted, and the top and bottom of the die planed. The outlines of the piece to be punched are next laid out, and the round hole at one end drilled, after which it should be reamed from the back with a taper reamer to give clearance. The die is then taken apart, and the opening cut out on the planer or shaper, the sections of the die being held at the proper angle to give the desired amount of clearance. After the two pieces have been put together, the opening may be finished to the templet with a file and scraper.

Fig. 324. Boss around Hole for Grinding.
To hold the die together securely, it is necessary to use a die holder of the form shown in Fig. 326. The die is represented in place in the holder, which is held in the bolster, this being in turn attached to the bed of the press. When the die is finished to the templet, and the proper clearance given, make sure that the walls of the opening are straight (not crowning), although it is not always considered advisable to carry the clearance to the edge, as the size of the opening would then increase every time the die was sharpened. In such cases the clearance extends from the bottom to within a short distance (about 1/3 inch) of the cutting surface, as shown in the sectional view, Fig. 327. In this figure the clearance is exaggerated to illustrate the idea more plainly. The walls of the upper part of the opening are at right angles to the base of the die; but they must be straight (not crowning) because if the opening is wide enough to allow the punch to pass through the crowned part, the stock would, if thin, be likely to leave the blank with ragged edges which would extend up on the sides of the punch and have a tendency to burst the die.
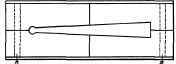
Fig. 325. Two-Piece Die.
Fig. 325. Die Holder.
Fig. 327. Clearnnes of Dies Exaggorated.
Continue to:
My Books

