Shearing Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Shearing Dies
Two-Punch Principle
The cutting action of dies termed shearing dies is similar to the action of shears, from whence they derive the name. When in use one part is placed in the punch holder and is called the punch, while the other half is attached to the die shoe and is called the die, although in reality both members are punches. Shearing dies in their simplest form are used to cut pieces from strips or bars, but the shearing or two-blade principle has been so elaborated upon that the most economical type of die is that employing the two-punch principle.

Fig. 43. Punch and Die Which Cut the Stock Away Leaving Blank Temporarily on the Strip.
Advantages
Fig. 43 shows a plain type of die employing the two-punch method, and it will be noted that the method of obtaining the blank is directly opposite to that when a punch and die is used. An ordinary punch and die cuts the blank from the strip, while the type shown in Fig. 43 cuts the stock away, leaving the blank temporarily on the strip. This has many advantages. The blank can be put through a number of bending, drawing, or forming operations, and when finally completed the blank is severed from the strip by the shearing punch. This type of die also saves considerable stock, as the margin on the edge and the web necessary between the blanks when using a blanking die is eliminated. Fig. 44 shows a side view of the same type, elaborated upon to the extent of forming several ears before severing the finished blank.

Fig. 44. Two-Punch Die with Formed Ears on Finished Blank.
Making Lower Punch. Strains
The first piece of the die in Fig. 43 to be made is lower punch a. It will be noted that the punch is not machined the same shape its entire height but that a supporting plate is left on the bottom. This plate or shoulder should be left on all punches that have long ears as bbb, for, without the plate, the ears would spread apart or spring together during the hardening process.
Another precaution that should be taken when making either a blanking die or a punch having long slender ears, as in Fig. 43, is to machine the steel all over to remove the scale, then slowly heat to bright red, and pack in lime to insure slow cooling and also to prevent oxidation to a great extent. The object of annealing is to remove the strains in the steel.
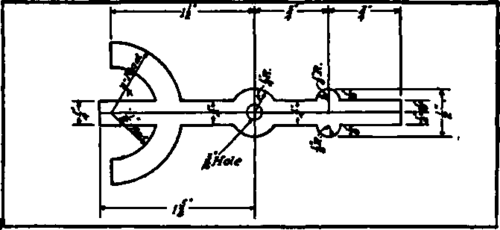
Fig. 45. Sketch of Lower Punch of Die Shown in Fig. 43.
Laying Out
Having machined all over and blued the surface of the block for the punch, center lines are scribed lengthwise or crosswise of the punch block. Referring to sketch Fig. 45, the first dimension at the right of the cross-center line is ¾ inch, therefore, a cross-line is scribed ¾ inch from the center line by means of either the height gage or surface gage, or by measuring with a scale and sliding a square along the block until the blade touches the scale. The block should now look as at a in Fig. 46. The next dimension to the right of this line is also ¾ inch, so the operation is duplicated, and the die block looks as at 6 in Fig. 46. Starting at the cross-center line the shortest dimension at the left is 1½ inches, c, Fig. 46, and when this line is scribed on the punch the 1 5/8 dimension line d, Fig. 46, also is scribed crosswise. Before going further, each space between cross-lines is carefully measured and checked with the dimensions on the sketch. The radius around the center hole calls for ¼ inch. Setting divider points J inch apart, the circle is scribed as at e, Fig. 46. The large radius calls for ¾ inch, and is struck from a point 1 5/8 inches from the center and on the center line. As we already have this location, the divider points are set ¾ inch apart and a circle is scribed as at f, and from the same point the ½-inch radius is scribed. Also from the same point there is scribed a ¼-inch circle h which is the width of the bar. Using a surface gage or a height gage the two lines ii are drawn on the punch block. The two 1/8-inch radii jj are now scribed, completing the outline of punch. The 3/16-inch circle k for the hole is scribed, and the punch is ready to machine.

Fig. 46. Layout of Punch on the Block.
Piercing Die
A small prickpunch mark should be made in the center of the circle for the hole, and a small drill, say a No. 50, that is well sharpened and which runs true when gripped in the drill-press chuck is first used to drill a hole say ¼ inch deep. The object in using the small drill is that the tendency to climb out of the prick-punch mark is reduced to the minimum, then, when using a larger drill to size the hole, the point of the large drill is more apt to follow the small hole.
To indicate a hole in a job of this character would be a false attempt at accuracy due to the fact that the outside of the punch will be machined to a line. If, however, the dimensions are in thousandths, then the hole should be indicated and bored, and the ½-inch outside diameter e could be machined at the same setting while the punch is strapped to the faceplate of the lathe. To complete the outside diameter e in the lathe, however, would require a splining tool and that light chips be taken by sliding the carriage of the lathe back and forth.
The sides of the lower half must be straight, for the lower half is used to shear the upper punch parts.
Hardening
In hardening the lower part it should be placed in the furnace face down, and when dipped in the bath the face should be the first to enter and a slight up-and-down motion should be kept up until the punch is hardened. The base or flange should not be hardened. The object of keeping the punch in motion while in the bath is to prevent a crack or bulge which would take place if the punch were placed in the bath and held at one point. Where the water line comes on the punch there will invariably be a crack. A better way to heat a punch of this character is to heat it by immersing in a bath of red-hot lead.
Continue to:
My Books

