Making Gang Dies. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Making Gang Dies. Continued
Punches
The punch plate is set on the die, care being exercised that the proper side is placed against the die and that the punch holes line up approximately with the die holes. The outline of the die is now scribed on the punch holder in order to find the approximate location of the blanking punch. The blanking punch is preferably turned with a shank, and a hole is drilled and reamed through the punch plate for a tight fit on the punch shank.
The piercing punches must be made, hardened, and ground, if necessary, and inserted in the punch plate before the blanking punch is made, for the piercing punches, being left somewhat longer than the blanking punch, are used as guides to positively locate the blanking punch over the blanking die. If the punches are to be ground, they can be turned upon centers, or can be made as in Fig. 39, and the piece that is held in the chuck is left on the punch and serves as a holding means when grinding. After the punches are ground, the soft end can be cut off as at b, Fig. 39. Punches made with a head are easier to make without centers, and, as the punch plate is attached to the punch holder as in Fig. 40, the punches cannot push out or pull out.
Fig. 39. Making Punches for Gang Dip».
Fig. 40. Method of Holding Punches and Blanking Die.
Having inserted the piercing punches and the blanking punch in the punch plate, a dowel hole is now drilled and reamed lengthwise of the shank, as in Fig. 41. The hole should be drilled so that three-fourths of the diameter of the dowel pin is in the punch plate. A well fitting dowel pin is driven in this hole and the punch is ready to lay out. Upon entering the piercing punches in the piercing dies the face of the blanking punch comes in contact with the face of the die, in which position the outline of the die is scribed on the face of the punch. The blanking punch is now driven from the punch plate and milled to the line, beveled, and returned to the punch plate to start the first shear, being guided by the piercing punches which, being longer, of course enter before the blanking punch comes in contact with the plate. After the blanking punch has been forced in a short distance, the punch may be removed, or may be finished while in the punch plate, as suits the fancy.
Pilot pins to enter the holes pierced in stock must be placed in the blanking punch and must be exactly the same center distance apart as the piercing dies, or else the holes will be distorted when blanking. In this particular die a thin disc 1 inch in diameter may be turned on the end of a rod held in a lathe chuck, and, at the same setting to insure concentricity, a hole drilled and bored to fit a standard drill. The disc is then severed from the bar and may be clamped to the face of the punch so that the edge of the disc is exactly in line, or even, with the end of the blanking punch. The drill, since it fits the hole, drills the holes very close to the exact distance from the ends and the side of the punch. These pilot holes must be drilled clear through the punch, as the pilots are driven out when grinding the punch. The pilots are made with a shoulder and tempered to a dark blue, and, when the punch and plate are assembled, they appear as in Fig. 42. Proper Sequence. The reason that the piercing punches are made and inserted first is that the piercing-punch holes were already in the punch plate, and, if the blanking punch were fitted to the die without the piercing punches being entered in the die, the piercing punches would not line up with the die. Whether the punch plate is bored at same time as the die, or not, the piercing-punch holes should he the first to be bored, and the punches should be used as guides. It is readily seen that to transfer the holes from the die to the punch plate while the blanking punch is entered in the die means that the punch plate is some distance from the die, and to transfer the piercing holes would mean that the punch plate would have to be parallel with the die and that any transfer drill used would only be guided by a thin edge of the tapered piercing die - altogether making an unsatisfactory and unworkmanlike method, although this haphazard method is practiced by many so-called expert die-makers. When punches are located in this manner, it always happens that the punches do not quite line up and must be sprung over, if slender, and if too large in diameter to spring, the punch-plate stock surrounding the punch is swaged in order to crowd the punch over. Always use that method which contains the least number of chances for error, for, besides distinguishing the expert, it saves time in the end.
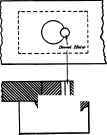
Fig. 41. Method of Drilling Dowel Hole.
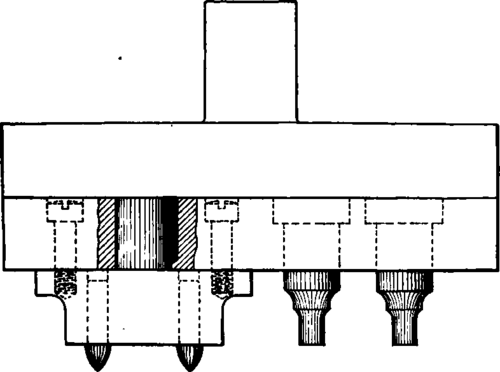
Fig. 42. Piercing and Blanking Punch Complete.
Continue to:
My Books

