Making Gang Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Making Gang Dies
Accuracy Required In Making
By referring to Fig. 341, Tool-Making, Part III, it will be noted that in addition to the blanking punch there are two piercing punches attached to the same holder. Since these piercing punches, as well as the blanking punch, must be in perfect alignment with the dies, the method of procedure is different from that in connection with the simpler dies, and a gang die requires careful laying out. Assuming that the die we are about to make is the shape and type shown in the illustration referred to, we will first consider the different methods which could be employed to make the die, and then select the most practical one.
Drilling And Filing Method Precluded
A true radius is shown at each end of the blanking die E. If we were to drill holes just inside the lines and to broach out the center piece as described for the die of Fig. 4, difficulty would be experienced in filing the ends, as it is extremely difficult to file a true radius. Besides, this method would entail considerable hand work, and it is good practice to eliminate hand work as far as possible. The drawing, Fig. 37, calls for a positive distance between the two piercing dies, and also calls for a blank 2.250 inches long. It is shop practice that, when dimensions are given in thousandths of an inch, the dimension is important and must be adhered to within a thousandth. When given in four decimals, finer accuracy is required, but when given in fractions, a variation of several thousandths is permissible. Therefore, the length of the blank being important, and the ends of the blank being of a true radius, the drilling and filing method is precluded.
Errors Of Drilling And Courdcrboring Method
The location of the holes and blanking die could be laid out with a height gage, and, where the lines cross, fine prickpunch marks should be placed, from which as starting points the holes could be drilled and counterbored to proper depth for bushings or counterbored clear through for the piercing die proper. But there are several chances for errors in this method: (1) The prickpunch mark may not be placed exactly at the intersection of the lines. (2) The drill may not have started exactly in the center of the prickpunch mark, or granting that it did, the drill can run, which is the shop term applied to a drill leaving its intended travel or path. (3) The holes must be given clearance, and, since they are drilled, the taper reamer is the logical method. We have already shown how a taper reamer will start on an angle carrying the center distance of holes one way or another. (4) When drilling and counterboring the two end holes to form the • radial ends of the blanking punch, the prickpunch can be out, the drill can start wrong, and the pilot of the counterbore in not fitting the hole can change the center distance and the counterbore may cut too large even though it measures the proper diameter. (5) The final opportunity for error is in the reaming of holes for clearance. All these chances for errors must be considered, and here again is where a careful study of the drawing would show that the ordinary easy method cannot be used.

Fig. 37. Drawing for Gang Die Blank.
Approved Method Of Making
The proper sequence of operations to make this particular die would start with planing up the die block, stripper, and punch plate.
Placing Holes
If the piercing punches BB in Fig. 341, Tool-Making, Part III, were, say, 1 inch in diameter, it is obvious that the punch holes in the punch plate and the die holes in the die must be exactly in line, as a large punch will not spring into the die as is the case with punches of small diameter. Therefore, the best way to make these holes in line would be to dowel the stripper to the die face and dowel the punch plate to the stripper, then lay out the holes by means of a height gage, and indicate the center mark on the punch plate true by clamping the die block containing the stripper and the punch plate to the faceplate of a lathe. Then spot the punch plate with a V-spotting tool held in the tool post, and drill, and bore the punch plate and stripper to the desired diameters. Remove the punch plate and stripper and bore the larger recess in the die for bushing. The die must be clamped to the faceplate in such a manner that the punch plate and stripper can be removed without disturbing the location of the die on the faceplate. Very accurate results can be obtained in this manner, providing the holes are bored after drilling.'
A more accurate method of locating the holes is to attach the punch plate and stripper to the die, then lay out approximately the location of the holes on the rear side of the punch plate. A small hole is drilled and tapped say for a No. 10 - 32 screw in the center of the approximate location for the holes. Buttons that are faced on one end at right angles with their sides and that have a hole, say, 1/8 inch larger than a No. 10 screw are now attached to the punch plate, as fully described in Tool-Making, Part II, Figs. 268 and 269. The object in using the button method fa that the die-maker is enabled to measure with micrometers from outside to outside of buttons and can place the buttons to within a tenth of a thousandth.

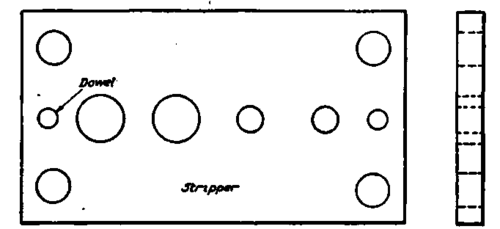
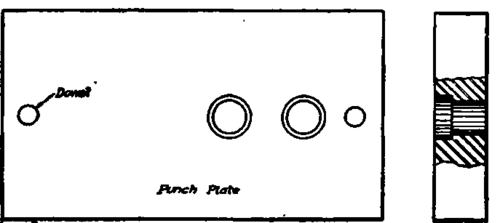
Fig. 38. Diagrams Showing the Die, Stripper, and Punch Plate.
When the die is removed from the lathe faceplate, the die, stripper, and punch plate are in the condition shown in Fig. 38. The piercing dies are recessed as at a on the die block in Fig. 38, for the reason that the diameter of the hole is given in thousandths, and should the holes be bored a trifle too large, the die would be practically ruined, otherwise. Also, it may be desired to change the diameter of the piercing dies, which can be readily accomplished by removing the bushings and inserting new ones having holes of the desired diameter.
Referring to Fig. 38, it will be noted that the clearance had been bored in the ends of the blanking die. All that remains to complete this die is to carefully mill out the web between the two holes; or the web may be cut out using a hack saw, and the sides machined in a shaper which will insure good straight lines. The same precautions relative to screw holes and hardening as already described must be followed out on all dies. The stripper is- machined out in the same manner.
Continue to:
My Books

