Metal Patterns
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Metal Patterns
Metal patterns are extensively used where either one of two conditions prevail: first, where the character of the work is so light interchangeably, and delicate that a wooden pattern could not hold together, as in ornamental castings; and second, where such a large number of castings are to be made that the wooden pattern would not last long enough to complete the work. Metal patterns may be made of iron, brass, oraluminum. The latter metal is coming into great favor because of its light weight and its freedom from corrosion by the moist sand. These patterns should be given a light coating of shellac varnish, but it is not absolutely necessary. Where iron is used, some preservative must be put upon the surfaces to protect them from rust. The best method is to warm the metal and rub it with a rag dipped in melted beeswax. This excludes the air and leaves a smooth surface so that it is easily drawn out of the sand. This, however, is not a very durable protection; the more common method is to use a shellac varnish. In order that the varnish may adhere, the metal should first be wet with a solution of sal ammoniac, and, when dry, sand-papered and shellaced.
In the small 12-inch crank pattern shown in Fig. 176, is shown a very simple one-piece pattern. In spite of its simplicity it requires considerable skill in shaping and in obtaining the necessary draft. The parting of the mould will be on the line C D. The piece e, for the main body of the pattern, should be made rectangular in form, and laid off with center lines from which the positions of the bosses c, b, and d, and the core print x may be drawn on the upper and lower sides respectively. The bosses are turned on the lathe to the required form, and given a draft of ¼ inch to 12 inches. After b and c have been glued on, the part e is sawed to shape, sawing close to, but not touching b and c with the saw. The thin boss d is next glued in place, after which e is filed and dressed to the required shape and even with b and c, giving it the same draft, ¼ inch to 12 inches, but in the opposite direction from the parting line C D. The rib a is next turned on the lathe, and one side split off on the band saw, after which it is fitted between b and c. The core prints may be turned with a small tenon on one end to fit into holes bored in the pattern, or they may be turned flat on both ends and nailed on. Core prints x and x must have no more draft than is given to the body of the pattern (¼ inch to 12 inches); but z and z, which will be moulded in the cope, must be \ inch less in diameter at the upper end than the diameter at the base.

Fig. 176.
The heavy engine-crank pattern illustrated by Fig. 177, differs but little in general construction from that shown in Pig. 176, except that, being large and heavy, it must be built up out of thin stock, as shown in the drawing. The stock is first glued up to the necessary thickness, after which it is laid out and sawed to ' shape as one piece, the saw table being tilted slightly to give the required draft, which in this case must not be more than 1/8 inch or 5/16 inch to 12 inches.
The bosses e and f are also glued up out of thin stock, the pieces being crossed bo that the grain of each will be at right angles to that of the other, as illustrated in Pig. 172, after which they are turned with a draft of \ inch to 12 inches, and fitted to a.
Of the four core prints only x and x will have excessive draft, as explained in connection with Fig. 176; z and z must have no more draft than the body of the pattern. The parting of the mould, as in the former case, will be on the line F G.
In Fig. 178, is illustrated a finished cast-iron disc crank for an engine of 12-inch stroke. This crank is finished on the face, on the outer edge, and on the end of the hub. It is bored out 3¼ inches to fit on the engine shaft, and 2¼ inches to receive the wrist pin. An addition of 1/8 inch must be allowed on the pattern for finish of the face, and the same on the end of the hub; 5/16 inch will be sufficient to add for finish on the outer rim, making the diameter of the pattern 16 3/16 inches, and the thickness of the disc 9/16 inch. A sectional view of the pattern is shown in Pig. 179. The disc for this pattern must be made of two thicknesses of sectors, six in number for each thickness, which, after being fitted, glue-sized, and glued together, are planed off true on both sides, and glued on each other so as to break joints, as shown in Pig. 180. When dry, the disc thus obtained is sawed to a diameter of 16½ inches and glued to the wooden chuck on the iron face-plate of the lathe with small sectors of thick paper between, or else glued to small blocks on the chuck, from which, after turning, it can bo cut as illustrated in Fig. 108. The rim is now built up on the disc out of segments 3/8 inch or ½ inch in thickness, as directed for the 20-inch pulley (Fig. 173), with not less than six segments to each course. The hub is glued up as described, and, after gluing on the disc, the whole is turned to the required size and shape.
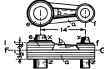
Fig. 177.

Fig. 178.

Fig. 179.

Fig. 180.
In the case of this disc-crank pattern, a small disc of paper (or a block, if blocks are used) should be placed, without gluing, under the center of the disc, to prevent looseness and vibration while being turned in the lathe. The boss o, to receive the wrist pin, must be; glued up in the same way as the hub (see Fig. 172), and turned on the lathe, after which it is fitted into position as indicated in Figs. 178 and 179. The counter-weights is next shaped from a single piece, or it may be glued up of several thicknesses of ½-inch stock. In sawing this block to shape, the band-saw table should be tilted so as to give it a draft of 3/8 inch to 12 inches, lint-the inside of the rim, the hub, and the boss a, the same draft, but the outside of the rim should not have a draft of more than 1/8 inch to 12 inches.
When turning on the inside of the rim, a fillet or curve must be made where it joins the disc, of 3/8-inch radius, as shown at e, Fig. 179. The same curve must be turned at the base of the hub. Around the counter-weight block, and also around the wrist boss, a 3/8-inch leather fillet can be used.
For convenience in moulding, the two core prints x and y should be turned with a tenon ¾ inch in diameter and ¾ inch long, to fit into the holes in the face of the disc, so that they can be removed when the pattern is laid on its face on the moulding board. The core prints v and z are turned without tenons, being glued and nailed in position.
Continue to:
My Books

