Influence Of Molding Method. One-Piece Patterns. Green-Sand Coring
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Influence Of Molding Method. One-Piece Patterns. Green-Sand Coring
The simplest patterns are those which are made in one piece, and which require no coring, although the castings themselves may be hollow. Deciding the method of molding indicates the way in which the pattern is to be removed from the sand, and where the parting line of the pattern, if there is one, should be. As an example of a simple pattern of one piece made without a dry-sand core, the stuffing-box gland shown in Fig. 132, Part I, is a good illustration. It is readily seen that, if the pattern of such a gland were to be imbedded in the sand as shown, there is no reason why it could not be lifted out without disturbing any of the surrounding or the internal sand. The drawing represents the pattern with draft and finish added, the finished gland being shown by the dotted lines.
Core
Any part of a mold which projects far enough into the cavity to form a hole or recess in the casting is called a core, whether it is formed by the pattern or is placed in the mold after the pattern is drawn. In the case where the core is made by ramming the molding sand - called green sand - into a recess in the pattern, it would be known as a green-sand core, as shown in Fig. 132, Part I.
The use of the green-sand core is limited to cores of comparatively short length and large diameter. To illustrate: A pattern designed for a green-sand core 2 inches long by 1/2 inch in diameter would be very difficult to draw without lifting or breaking the core, and also the inrushing molten metal would wash away some of the core - for a green-sand core of these proportions cannot be rammed very hard and permit drawing the pattern, although a pattern with a core of this kind 1 1/2 inches in diameter and 2 inches long could be easily drawn and it would have sufficient strength to withstand the pouring process. A green-sand core of comparatively small diameter, should have more draft than those of larger diameter which should have a draft of 1/8 inch per foot, this being the usual draft allowance for the outside of patterns.
Typical Construction
In order to give a better understanding of the methods employed in pattern making, the object itself will be illustrated, and when it is to be finished, the finished dimensions only will be given. If the object is not to be finished, the sizes of the completed castings will be shown. These dimensions will, in all cases, be arbitrary, and may be changed at will, if for any reason alteration is necessary. The successive steps in the construction of the pattern are given-in detail so that the student may fully understand the principles involved.
Dry-Sand Cored Bushing
The first article for consideration is the brass bushing flanged at one end, illustrated in Fig. 137. This bushing is to be finished all over, and as the casting is small, 1/16 inch will be sufficient for outside finish and the same for turning out the inside. On examining it with regard to molding, we find that if molded on end with the flange up and on the parting line of the flask it can be readily removed from the mold. In making the mold from this pattern, the cylindrical hole in the casting will be made by the use of the dry-sand core as described in the section on Molding Practice in Part I.
The draft in this instance should be 1/8 inch per foot. It is well to have standard dimensions for the core prints for reasons explained subsequently relative to standard core prints. The lower core print should have the same proportion of draft as the body of the pattern, but the upper core print is given the excessive draft of 3/16 inch to its length so that the cope can be easily lifted off and returned again over the tapering end of the dry-sand core without injury to the mold; the parting of drag and cope being on the line ab at the flanged end of the bushing.
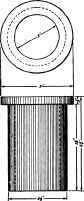
Fig. 137. Finished Brouse Bushing with Flange at One End.
Having the finished sizes given, as in Fig. 137, and having decided on the amounts of draft and finish, the pattern will be as represented by Fig. 13S. In the case of this simple pattern, as in all others, a full-size drawing, or sketch, giving all the dimensions of the pattern, should be made by the pattern maker before beginning work on the pattern; this is good practice, and, if carried out, many mistakes and much loss of time will be avoided.
Shaping Pattern
This pattern may be turned from a solid block of wood, but if durability is desired, the block should be glued up from 4 pieces of 7/8-inch pine, care being taken to reverse the annular rings or yearly growth of the wood, as shown in Fig. 139. Place the block in the lathe and with the gouge turn to a cylindrical form of slightly greater diameter than the largest diameter of the pattern, say 3 3/16 inches.
Finishing to diameter should be done by the use of scraping tools. For the body of the pattern, a firmer chisel 1 inch wide is a good tool, but the cutting edge must be ground and sharpened slightly rounding, as described for plane irons; otherwise the corners of the tool are liable to catch and form grooves on the surface. For turning the ends to size, use the right- and left-hand skew chisels, not with a scraping cut, but holding the chisel with its edge nearest the point resting on the tool rest.
Forming Core Box
The core box for this pattern is shown in Figs. 140 and 148, which are representative of the half box used for all symmetrical cores. In this box, two semicircular or half cores are made, which, after being baked in the core oven, are pasted together, first having a small groove scratched along the center of the flat side of each half, to form a vent for the gase3 generated during the pouring. A small V-notch, as seen in Fig. 148, should be cut at the center of each end of the half-core box to assist in making this vent.
Gouging Cylindrical Section
For the part a of the core box, a block of slightly greater length ( 1/2 inch or 1 inch) is first planed up to the exact size. A center line, shown at b, Fig. 141, is drawn with the marking gage parallel to one of the edges, and also extends across each end of the block. From this center line, at a distance of 18 inch on each side, the lines d and e are also drawn. Then, with a second block or strip of wood placed against the face of the block and flush with the end, the two pieces are clamped together in the bench vise, as shown in Fig. 142. Now, with the dividers adjusted to 15/16 inch, describe on each end of the block the semicircle which connects the lines d and e on the ends of the block. This wood may be removed rapidly with a gouge and mallet, smoothed with a round plane of proper size and curve, and finished by sandpaper rolled on a cylindrical block having a diameter 3/16 inch less than the width of the required box.
As the work progresses, the accuracy of the curve is tested by means of a try-square or other 90-degree angle, as shown in Fig. 143.
Right-Angle Methods
Another method frequently used for small boxes, is to work out the center of the curve with a rabbet plane, forming a right-angled opening, as shown in Fig. 144, the remaining wood being removed with the round plane and finished with the cylinder and sandpaper as before.
Fig. 141. Core-Box Stock with Construction Lines.
If the machine-saw table can be tilted, as in Fig. 97, Part I, a cut similar to that in the previous method can be made, Fig. 145. Turning Tapered Section. The tapered end of the box c, Fig. 140, is turned from a block of wood, screwed to the faceplate of the lathe, as shown in Fig. 146. After the hole is turned to the required 3/4-inch depth, and to the required 11-inch size on the outside, and to 1 5/8 inches at the bottom, it is removed from the faceplate and the piece c is cut out, as shown by the dotted lines in Fig. 146. This piece c is glued and nailed to the end of a. The two ends of the box are now given a slight draft - 1/4 inch in 12 inches - to allow the half core to leave the box easily. The end strips d and d, Fig. 140, are then nailed on, and the box is complete.
Approved Process
While taking up the construction of this core box for a cylindrical dry-sand core, it will be well to consider other methods of procedure, and herein lies one of the engineering features of the trade - to be able to discern which method is best adapted to the requirements.
Another method which has some advantages is that shown in Figs. 147 and 148. Select stock with a width of about 1 inch greater than the diameter of the required core, with the depth about half this width, and the length slightly longer than the total length of the pattern, including the core prints h. Dress this stock to a parallel thickness and width. Scribe a center line with the marking gage on one side, and cut one piece d, Fig. 148, for the cylindrical part of the core - the length b to include the length of the nowel core print - and cut another piece e to the length c of the cope core print.
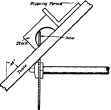
Fig. 145. Skeleton View of Machine Saw with Table Tilted to 45 Degress.
The waste in the semicylindrical hole in d is to be removed as follows: Make two machine-saw cuts, as at i, Fig. 147, about 1/16 inch deep, and locate them so as to have the outside edge equal the diameter of the required core a. Cut out the remaining stock as shown, so as to be able to break out the stock left standing. Remove the remaining stock with the core-box plane, as described in the section on Hand Cutting Tools in Part I.
Scribe semicircles on piece e, Fig. 148, for the large and small ends, to correspond to the dimension of the cope core print. If there is a 1/4-inch band saw, tilt the table and saw to these lines, or remove the stock with a gouge. In either case, finish smooth on a small sand roll, unless the hole in the e section is very small, when it should be finished by hand. Size the ends of d and e, and glue together. As soon as the glue is set enough to allow handling, nail the ends f on, and cut the grooves g with the machine saw and glue a spline of soft wood in each. Machine-saw a slight amount of stock from the side and ends to clean the outside. A narrow chamfer should be planed on the outside corners, but no other work done to the outside. The advantage of the spline is, that if the core box is to be altered, by sawing out the spline the box is easily broken apart, and the spline replaced after the changes are made.

Continue to:
My Books

