Milling Cutters. Part 4
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Milling Cutters. Part 4
Cutters For Milling Slots
An excellent form of cutter to be used for such work as milling slots can be made as shown in Fig. 208. This form is less expensive than one having interlocking teeth and answers the purpose as well. It is necesssary to make an eccentric mandrel of the design shown in Fig. 209, having the eccentric centers on opposite sides of the regular centers. The two pieces which make the cutter should be cut from the bar long enough to finish the thickness of the heaviest part AA, Fig. 208. The hole is made 1/16 inch smaller than finish size, the outside surface turned off, and the pieces annealed.
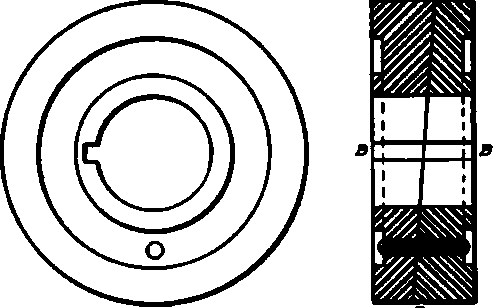
Fig. 208. Milling Cutter for Slots.

Fig. 209. Eccentric Mandrel for Slot Cutters.
After annealing, the hole is made the size desired for grinding. One of the pieces is then placed on the eccentric mandrel, forced on until the side that is to be beveled is exactly in the center of the mandrel. The side B may be machined with the mandrel running on the regular centers, while the beveled side must be machined with the mandrel running on the eccentric centers. When the arbor is running on these centers, a distance half-way between the two ends runs true; it is at this point that the side of the blank to receive the bevel should be located, as shown in Fig. 210, provided the eccentric centers are of an equal depth. When the two parts of the cutter have been machined to shape, they should be so placed on a stud that the two beveled sides will be next each other, Fig. 208, the thinnest part of one next to the thickest part of the other. The pinhole should now be drilled and reamed for a 3/16-inch pin, which should be inserted. The blank is next placed in the vise on the shaper or planer, and the spline slot cut as shown. It is now ready to be milled.

Fig. 210. Locution of Cutter on Eccentric Mandrel.
Fig. 211. Grinding an Angular Cutter Courtesy of Cincinnati Milling Machine Company, Cincinnati, Ohio.
After the cutter has been hardened, the beveled sides are ground true, the halves put together, the hole ground to size, the cutter ground to thickness, and the teeth ground for clearance. If it is found necessary to increase the width of the slot, that can be done by shimming between the two parts of the cutter with paper or thin sheet metal; the design of the cutter allows this to be done without leaving any fin in the slot.
Angular Cutters
Directions for making angular cutters are practically the same as those given for making solid straight cutters, except that the desired angle must be given.
When milling the spaces which form the teeth, the index head is set at an angle that will cut the edge of the tooth of an equal width its entire length. After removing the burrs, the cutter may be hardened and tempered. The hole should be ground to size and the sides ground true with the hole. It should then be placed on a mandrel or stud, and the teeth ground for clearance. Fig. 211 shows the method used in grinding the teeth of a mill of this form.
Milling Cutters With Inserted Teeth
When milling cutters exceed 6 or 8 inches in diameter, it is generally cheaper to make the body of cast iron or machine steel, and to insert in the periphery teeth made of tool steel or high-speed steel. There are a variety of methods for holding the teeth in place. If the cutter is narrow, or is to be used as a side milling cutter, the grooves to receive the teeth may be cut straight (parallel to the cutter axis), Fig. 212. If the cutter face is over one inch long, the slots to receive the teeth should be cut in such a manner that spiral teeth may be used, as shown in Fig. 213.
Giving Rake To Slots
While it is a comparatively easy matter to cut the slots spirally, it is difficult to make the teeth of a shape that will fit the spiral slots without the aid of special tools. Consequently, the slots are generally milled at an angle to the cutter axis, having the side that corresponds to the face of the tooth equidistant from a radial line at each end of the cut. The face of the slot at one end would be ahead of the center, while at the opposite end it would be behind the center; this gives front rake and negative rake, respectively.
Fig. 212. Brown and sharpe Innerted-Tooth straight Cutter.
The slots should be cut somewhat wider than would be necessary were the teeth to be of spiral form. After turning to size, the faces of the teeth may be milled spirally to make them radial. If the mills are intended for heavy work, the teeth should be nicked. The coarse-pitch thread should be cut before the teeth are milled spirally.
Grinding Teeth
After being hardened, the teeth may be put in place and fastened, when they are ready for grinding. The emery wheel for grinding milling machine cutter teeth should be of the proper grade as to hardness and coarseness; if the wheel is very hard or fine, it will be likely to draw the temper at the cutting edges of the teeth; the emery should not be coarser than No. 60, or finer than No. 90. If the face of the wheel is glazed, remove the glaze with a piece of emery wheel somewhat harder than the wheel in use; this not only removes the glaze, but makes the surface of the wheel more open and less likely to glaze. The emery wheel should run true; its face should not exceed 1/4 inch in width. Generally speaking, the softer the emery wheel, the faster it should run, but the peripheral speed should not exceed 5,000 feet per minute.
Fastening Teeth
There are several methods for fastening the teeth in this form of cutter, any one of which gives satisfaction if the work is well done. The method illustrated in Fig. 214 is in use in the works of the Pratt and Whitney Company, and of the Becker Milling Machine Company.
In this design, between every second pair of teeth a hole is drilled and reamed taper to receive the taper pin, after which the slots are cut with a thin cutter. When the cutters are in place, the taper pins are driven into the holes, thus locking the cutters. To remove the cutters, the pins are driven out.
A method of fastening cutters used by the Morse Twist Drill and Machine Company, of New Bedford, Massachusetts, is shown in Fig. 215. In this case the stock between every second pair of teeth is milled away, not so deep, however, as the slots for the cutters. Wedge-shaped pieces of steel are fitted between the teeth as shown. When these are drawn to place by means of fillister head screws, they bind the cutters very securely. If the wedge-shaped binding blocks touch the bottoms of the slots, they will not hold the cutters securely in place.
The cutter shown in Fig. 213 indicates the method used by the Brown and Sharpe Manufacturing Company. The teeth are securely held by taper bushings, which are drawn to place by screws, as shown at A, Fig. 216. To remove the taper bushings the screw A is removed and a plug B inserted. To insert a tooth, set blade in position and drive bushing into place using set C; then insert screws A.
Continue to:
My Books

