Reverberatory Furnaces
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Reverberatory Furnaces
It has been shown that for light work in the blacksmith shop the open fire either of anthracite or bituminous coal will give satisfactory results. In both of these cases the metal to be heated is in direct contact with the fuel. The same is true in the case of the cupola where iron is melted as shown in "Foundry Work." A reverheratory or air furnace is "a furnace in which ore, metal or other material is exposed to the action of flame, but not to the contact of burning fuel. The name pasties over a bridge and then downward upon the material spread upon the hearth." Such furnaces are extensively used in shops where heavy work is being executed. They are also used for melting iron or other metals. For this purpose, however, they are not economical since they require about twice as much fuel as that used in the cupola for the production of good hot iron. To be effective the flame must be made to reverberate, from the low roof of the furnace down upon the hearth and work. The form of the roof and the velocity of the currents determines the hottest, part of the furnace.
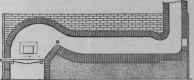
Fig. 77.
A common form of reverberatory furnace is shown in Fig. 77. The whole is lined with fire brick from the top of the grates to the top of the stack. The fuel is burned in a fire box separated from the heating portion of the furnace by a low bridge wall D. Access to the grate is obtained by suitable doors both above and below. When in service both doors are tightly closed and a strong forced draft is admitted to the ash pit. Beyond the bridge wall is the furnace proper. This usually consists of a low chamber with a level floor. Like the fire box it is completely lined with a thick wall of fire brick. Access is obtained to this chamber through a vertically sliding door as shown in the front elevation of the furnace, Fig. 78. These doors are also lined with fire brick and are usually suspended from chains. These pass over pulleys, and have counter balancing weights at the other end.
The operation of the furnace is exceedingly simple After the fuel has been charged upon the grates, the ash pit and furrace doors are. closed; the material to be heated is put upon the floor of the chamber; the doors are closed and the draft admitted to the ash pit. The thick walls which surround the furnace prevent radiation of its heat. The fire brick are, therefore, heated to incandescence and the hot gases sweep through the chamber. The flow of the gases is usually checked by a choke damper on top of the stack.
The outer form of these furnaces is usually rectangular. Its brick walls are tied together by stay rods to prevent bulging and the corners are protected by angle irons.

Fig. 78.
The selection of the fuel is an important matter in the operation of these furnaces. Experiments have been made with almost every kind of fuel. That now universally used is a soft bituminous coal that will not cake.
Steam or power hammers are always used in connection with these furnaces. The work is too large and heavy for manipulation by hand hammers.
An ordinary class of work done with them is the welding of slabs from small pieces of scrap. To do this a rough pine board about 12 inches wide and from 15 to 18 inches long is used. On it is neatly piled about 200 pounds of small scrap pieces. This material is then bound to the boards by wires, and the whole is placed upon the hearth of the furnace. It in allowed to remain until the whole mass is at a welding heat. When in this condition, the plastic surfaces of the pieces serve to stick them together, so that the whole mass can be handled as a single unit by the tongs. The board, of course, burns away leaving the metal on the hearth. The metal is then lifted out and placed under the steam hammer. A few light blows serve to do the welding. After this heavier blows are struck and the mass is hammered into any shape that may be desired. Usually this first hammering gives it the form of a slab. Slabs thus made are cut up and again welded to form the metal for the final shape.
In the piling of the metal upon the board or shingle, as it is called, great care should be exercised. Iron and steel should not be piled together. Rusty metal should be cleaned before being put in the pile. Large air spaces between the pieces should be avoided. The whole mass should be packed together as compactly us possible. It will improve the quality of the slab if the pieces are laid upon the shingle with the grain of the metal running in the same direction. This is, however, very difficult or quite impossible to accomplish.
The handling of heavy work under the hammer varies somewhat from the method employed with the light work previously described. The heavy work is all supported and moved by cranes. The ordinary method is to suspend the piece by an endless chain from a point near its center of gravity as shown in Fig. 79. This endless chain is, in turn, carried by a sheave that may be raised or lowered by the mechanism of the crane. Such a suspension reduces the labor of balancing to a minimum and permits the work being turned to suit the blows of the hammer.

Fig. 79.
If the work is so large that only a portion of it is heated at one time, it may be grasped and manipulated from the cold sec-tions. Usually a cross-lever is bolted to such pieces, thus adding to the leverage and facilitating turning. Where the whole piece is hot it may be held by tongs of a suitable size or shape. Such tongs are commonly made with crossbars to afford the necessary leverage for turning. Sometimes the tongs are dispensed with and a porter bar is used. Such a bar is welded to the piece being worked to serve as a handle in its manipulation. It is cut off when the work of forging has been completed.
Continue to:
My Books

