Forging Hammers
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Forging Hammers
We have up to this time dealt with those light forms of work that can be performed by band. The greater portion of all forging work now done, both large and small, is performed with the aid of power driven machinery. The principal machines are hammers, punches and shears. In connection with these are the furnaces of special design for heating the metal.
Hammers are of three kinds commonly known as power, trip, and steam. The trip hammer is usually formed of a heavy beum carried on trunnions near one end. The long end of the beam is weighted with a heavy head. The hammer is raised by the action of the wiper of a cam which depresses the short arm. This raises the head. After the cam has turned so as to release the hug on the short arm, the head falls by gravity and strikes a blow upon the:
The Power Hammer
The Power Hammer differs from the trip in that the speed of the head due to gravity is increased by the tension of a spring. In general form that illustrated by Fig. 73 resembles the trip. The power hummer possesses this advantage over the trip hammer, that the intensity of the blow can bo varied at will. The blow of the trip hammer is always the same in intensity and is that due to gravity. It varies only in the rapidity of delivery. In a power hammer such as that shown in Fig. 73, the smith controls the intensity as well as the rapidity of the blows by a treadle. Power hammers are made of various sizes capable of doing a correspondingly wide range of work.
Steam Hammers
Steam Hammers have almost entirely supplanted nip hum Titers for heavy work. An ordinary form of steam hammer is shown in Fig. 74. Its essential parts are an Inverted steam cylinder, to whose piston rod the hammer head is attached, and the frame for carrying the whole. The hammer is raised by admitting steam beneath the piston. The blow is dealt by exhausting the steam from beneath the piston; nd admitting it above the same.
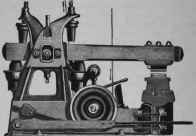
Fig. 73.
The head is thus accelerated by gravity and the pressure of steam above the piston. The valve gear is so arranged that the intensity of the blow may be varied by changing the amount of steam admitted to the piston on its downward stroke. The steam admitted below on the same stroke forms a cushion for the absorption of the momentum of the head. In this way the lightest of taps and the heaviest of blows can be delivered by the same hammer. These hammers are also made in a great variety of sixes. The head and piston of the lighter classes weigh but a few hundred pounds. The great hammer at the Bethlehem iron. Works, has these same parts one hundred and twenty-five tons in weight.

Fig. 74.
Punches arc used fin- punching holes in metal and are of a great variety in size and design. Such a machine is shown in Fig. 75. A heavy fly wheel is kept in continuous motion by a belt of comparatively narrow width. The punch is operated directly by a cam. The connection between the two is made by means of a dutch controlled by the operator. The punch is drawn to its high. est point; the work in adjusted beneath it and the clutch connection made. The energy stored in the heavy fly wheel forces the punch down and through the metal. As the punch comes up out of the metal the clutch is thrown out of gear, and the fly wheel stores the energy needed for the next stroke of work.

Fig. 75.
Shears are for the purpose of cutting bars or plates. A convenient and powerful form of such a machine is shown in Fig. 76. It is operated on the same principle as the punch previously described. In the actual operation of the shears, however, the clutch is not usually thrown out of gear between each successive stroke of the cutter. Where metal is being cut to length in quan:

Fig. 76.
Presses serve the same purpose as drop forges. They do the work more slowly, however. The class of work is, in some respects, the same. The principal difference lies in peculiarities of shape that require different time intervals for the flow of the metal. Where the shape is such that the metal must move slowly in order to acquire its new shape or fill the die. the press should be used. Bolt Headers are really upsetting machines that form the heads of bolts upon straight rods. Owing to the rapidity with which they do their work, they are invariably used for manufacturing holts in quantities.
Continue to:
My Books

