Comb Making
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Comb Making
The process of comb making is usually conducted as follows. The material of which the comb is formed is first reduced to thin smooth plates of an even thickness. The workman who cuts the teeth then fastens one of these plates in a clamp or vice, and proceeds to cut the teeth by means of a double saw, of which each blade is somewhat like the small one with which joiners and cabinet-makers cut their fine work. As this instrument leaves the work square, and in rather a rough state, particularly in the inside edge of each tooth, it is followed by another about the size and shape of a case-knife, having teeth like a file on each flat side. After this, two others of the same shape, but each finer cut than the former, follow. One stroke on each side of the comb is then given with a rasping tool, to take off any roughness that may remain on the sides of the teeth, after which they are polished by rubbing them with rotten stone, and oil spread upon a piece of buff leather. With the simple apparatus above described, delicate ivory combs, containing from fifty to sixty teeth in the inch, are cut.
Mr. Bunday's machine for cutting the teeth of combs is constructed as follows: upon an arbor driven by a treadle, is fixed a number of circular steel cutters, corresponding to the notches intended to be cut in the comb. These cutters, which are about two inches diameter, and all exactly equal in thickness, have brass washers between them, and are also kept regularly asunder just above the place where the comb enters, by steel guides fixed in a stationary frame. The comb is firmly secured to a horizontal sliding block or carriage, which is made to advance towards the centre of the axis of the cutters, by means of a screw turned either by hand or by a band-wheel fastened upon its axis. The combs are pointed by applying them to an arbor, driven by a crank, and clothed with cutters with chamfered edges.

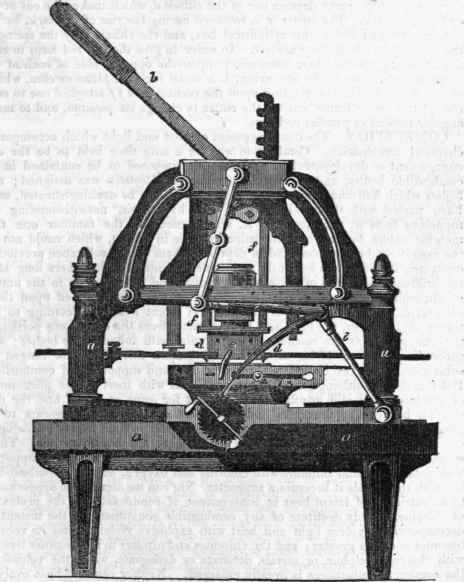
Some improvements have been introduced in the rotatory comb cutting machines by Mr. Lyne, who has also invented a machine by which two combs are cut at once out of any tough material, as horn or tortoiseshell: the parts cut out from between the teeth of one comb forming the teeth of the other comb in the manner shewn in the annexed diagram; by which means the waste of material occasioned in cutting combs by the ordinary process is avoided. This machine is represented in the accompanying engraving, a a is the frame of the machine, made of cast iron; b, a lever, which, by a pinion upon its axis, gives an alternating motion to the racks c c; e is the cutter in its carriage, which is attached to a strong helical spring, contained in the cylindrical box, and is seen immediately over it. At each extremity of the cutter is a small chisel d d, set upon sliding rods, so that their distance asunder may be always equal to the length of the cutter e; these chisels make the end cut, by which the teeth of the one comb are separated from the back of the other comb.
Beneath the cutters is a traversing carriage, upon which the horn or tortoiseshell is firmly secured by screws: it is made hollow to admit of a heated iron being introduced within it, in order to soften slightly the horn or tortoiseshell, and render it less brittle. This carriage is advanced along a chase mortise, fixed upon the bed of the machine by means of a screw, upon one end of which is a ratchet wheel, which is moved by the compound levers i i i. The fineness of the teeth of the combs is regulated by the teeth in the ratchet wheel, which is accordingly changed with the nature of the work, and a handle is placed on the axis of the ratchet wheel for the purpose of bringing back the frame after a comb has been cut. The operation of the machine is as follows: - the alternating motion of the lever b backwards and forwards alternately raises and depresses the racks c c; the horns or curved projections in the middle of these racks bring down the cutter e, by which one side of a tooth is cut, whilst the extremities of the racks depress one of the chisels d, which makes the cut at the end of the tooth.
The cutter e is returned during the rise of the rack, by the spring contained within the cylindrical box, and the chisels d by the spring of the rods upon which they are set In order to give the tapered form to each tooth, and to reverse them successively upon the opposite side of each of the racks to that shown in the engraving, is a small inclined plane or cam, which, on the descent of the rack acting upon the vertical bars f f attached one to each end of the cutter frame, causes the cutter to change its position, and to make angular instead of parallel incisions.

Continue to:
My Books

