Pigments, Paint, And Painting. Part 3
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Pigments, Paint, And Painting. Part 3
With seggar-shaped vessels, it is necessary to isolate each column, and then there is danger that it will topple over.
The calcining furnaces are generally built one against the other, with a single partition wall. Fig. 16 gives an idea of the shape found to be best; a, fireplace; 6, grate; c, ashpit with door d; e, flues going from the fireplace into the calcining chamber i; f, floor perforated with flues e, which may be rendered smaller by wedge bricks; g, brick walls. In front of this furnace is a large charging door j, closed with firebricks during calcination. The floor of the furnace is made level with firebricks placed on top of the arch which covers the fireplace; k is the arch closing the calcining chamber and provided with flues h, for the escape of the heated gases, which are collected in the general flue l, and led under the evaporating kettles or directly to the chimney. In some factories, round porcelain ovens with 3 fireplaces are used; but these take more room, and the fire is not so easily regulated. All works have a small experimental furnace containing 6 to 8 crucibles. Here the mixtures are tried before being prepared on a large scale.
This small furnace is especially useful for testing new clays.
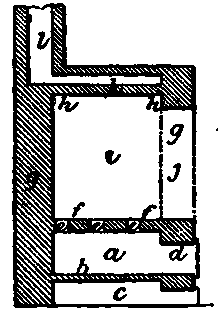
Fig. 16.
The mixture to be calcined is put in with a small shovel, and strongly stamped with a wooden tool. The calcining chamber is filled nearly to the top with piles of these crucibles, and the apertures of the flues are left free. The charging door is closed with firebricks without cementing the joints; but the outside interstices are filled with plaster of sand and clay. The firing is then begun. The temperature is slowly raised to light-red or incipient white heat. When beginning, it is necessary to make a few trials in the experimental furnace. The degree of heat is seen through an opening 1 1/2 in. diameter, left in the charging door, and closed with a movable clay plug. The time required for a heat varies from 7 to 10 hours. The less the excess of sodium sulphide in the mixture after calcination, the longer it requires to be heated. The calcination completed, the furnace is left to cool, with all the apertures closed; as soon as the temperature has become low enough, the crucibles are removed and a new charge is put in. In this manner, 3 charges per furnace may be made in a week. The calcined mass in the crucibles has sunk, and is greyish- and often yellowish -green. The crucibles are immersed in fresh water or the washing liquors of green ultramarine, and the contents are dissolved.
The separated mass is washed in tanks with several waters, and the last liquors, which are weak, are reserved for solutions or washings, instead of pure water. The ultramarine thus obtained is composed of porous fragments, large and small, which are ground wet in mills similar to those employed for porcelain compositions. The operation is continued until very great comminution is obtained. The ground powder is washed several times by decantation (i.e. stirring in water, settling, and removing the liquor), collected on filters, and dried. When dry, it is again stamped, and passed through fine hair sieves. In this state, it may be sold as green ultramarine, or transformed into blue ultramarine.
The cause of an inferior product must be sought in the wrong preparation of the mixture, and especially in too small an excess of sodium sulphide. Unequal colouring should be attributed to the mixture not being sufficiently homogeneous. When the crucibles break, the portions of material adjoining the cracks are coloured blue by the action of the air; but this is no great inconvenience. Brown specks show that the heat has not been sufficient, and that all the carbon has not been burned. These defective portions should be washed and treated anew like clay.
The conversion of green ultramarine into blue is effected by calcination with sulphur at a low temperature. The sulphur is transformed into sulphurous acid, and a portion of the sodium is oxidized and separated from the green ultramarine in the state of soda sulphate. The sulphur held by this green ultramarine remains whole, but combined with only a small quantity of sodium. This calcination is done by different methods, called respectively French and German.
The German mode uses small cast-iron cylinders, embedded in brickwork, above a fireplace. The back of each cylinder is immovable, and provited with a hole for resting in it one end of the shaft of a revolving stirrer. The wrought-iron front is movable, and Us several holes: one for the other end of the stirring shaft, a small one below, and a larger one above, for the introduction of the sulphur. All these openings may be closed at will. There is another hole on top of the cylinder for the escape of the vapours of burring sulphur, and an iron pipe is fitted to it, in order to prevent escape of material during rotation of the stirrer. The cylinder is charged by means of a small shovel passing through the upper opening, or by removing the front, and immediately replacing it when the sulphur is in. At the same time, the daft of the stirring apparatus is fixed in the two central holes, and a crank hande is attached to the projecting part in ront. Each factory possesses several such cylinders, and their number depends upon the size of the works. Up to the present, these cylinders have been made of cast-iron, although clay would seem to be as good, and more durable. The fire being lit, the cylinder is charged with 25 to 30 lb. of green ultramarine, and closed.
The stirrer is moved now and then, in order to heat the ultramarine uniformly. When the temperature has been raised to the point at which a little sulphur, projected through the upper opening, becomes inflamed, the fire is moderated, so as not to increase the heat; 1 lb. sulphur is then charged in, the stirrer is revolved, and the upper opening is left open to admit the air necessary for the combustion of the sulphur. Afterwards the stirrer is revolved more slowly, until the sulphur is burned out. A sample of the powder, taken out with a small iron spoon, appears of a bluish-green colour. More sulphur is added, stirred, and burned as long as the intensity of colour increases. When the maximum is reached, the powder is scraped into a sheet-iron box, which also receives the small quantities of material which fall during the operation. A new charge of green ultramarine is immediately put into the cylinder.
Continue to:
My Books

