Gold Beating. Part 2
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Gold Beating. Part 2
In the case of a thin shallow casting, soft ramming at the surface is of more importance than in a deeper one, because in the former case there is little counter pressure exerted by the metal tending to "drive the gas downward. Harder ramming may be done in the top of a mould than in the bottom, because any pressure exerted there is relieved at once by the risers, while that in the bottom is constant.
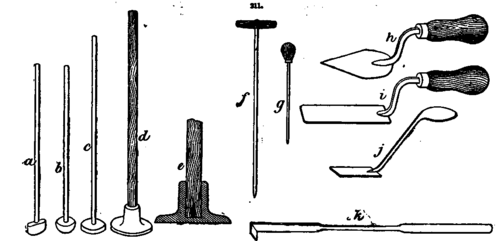
Moulders' tools.
At the sides of a mould, again, the ramming may be harder than at the top or bottom, because the gas can escape readily. In any case, the harder the ramming, the more complete should be the venting, and care should be taken when ramming to punch the sand, not the bars or lifters or rods. This would disturb and crack the sand, and possibly cause it to fall out of the mould. Neither should the pattern be struck by the rammer, since that means undue compression of the stratum of sand in the immediate proximity, with a resulting scab at that place.
The vent wire is another moulders' tool of the first importance. Small vent wires of 1/8 - 3/16 in. in diameter are represented at g (Fig. 211); large ones of1/4-3/8 in. being shown at /. Since the latter are long and large, they require the use of both hands to drive them through the sand, and hence they are provided with a cross handle. Only in the case of some special work can venting be dispensed with, the exceptions being, for the most part, loam and open sand moulds; but all green and dry sand moulds are vented. The necessity for venting lies in the presence of air in the mould and of gas generated by the decomposition of moisture in the sand. The amount of gas thus produced would astonish any but a moulder or a chemist. So soon as a mould is poured, from every vent in the top, bottom, and box joints issues the hydrogen, which, when fired, burns in long lambent tongues of blue flame, and continues to burn for half an hour or an hour, according to the size of the mould. There is enough gas thus carried off quietly and safely to blow up the mould a great many times, if that were desirable.
The presence of a few blow holes in castings will often cause them to be condemned, yet these are due to the confinement or entanglement of some extremely small portion of gas, some few ten-thousandths perhaps of that which has escaped through the vents. Hence the necessity for allowing full provision for the rapid and complete exit of the gases generated within the mould. Of course the vent wire is not the only means of venting employed. When large masses of sand, both green and dry, have to be vented, it is usual to ram up a central portion of ashes as a reservoir for the air, which rushes off in large volumes. These ashes must not be too close to the faces of the mould, especially where there is much liquid pressure, since the sand would be apt to yield there, and produce lumpy castings.
In the case of many dry sand cores, ashes not only afford a good vent, but allow the core to yield to the shrinkage of metal. As to the manner of using the vent wire, there is no need that it should touch the pattern. The practice of moulders differs in this respect; some cover the pattern with pricker holes, while others, who are more careful, scarcely leave a mark thereon. Of course, when the wire touches the pattern the vent has gone far enough; but a careful moulder, when the nature of the work admits of it - that is, when the distance from the face of the sand . lying outside to the face of the embedded pattern is pretty regular, as in work having . tolerably flat outlines - will gauge the distance by first touching the pattern with the wire, measuring the length, and then pushing the wire into a distance 1/4-1/2 in. less, as required. The reason why this space can be left is that the porous nature of the sand Allows the gas to strike through the thickness intervening between the termination of the rent and the face of the mould.
For this reason, also, sand of a close texture and rammed hard requires more and closer venting than a free and open sand. When, as in bedded-in moulds, the vents are driven from the bottom .face downward, the surface is always rubbed over with sand to close the openings of the vents. If this is not done, the metal gets into the vents and chokes them up, producing a scabbed, if not actually a waster casting. The distance between the termination of the vents .and the face of the mould will depend Altogether upon the nature of the work.
The heavier the work, the greater the thickness of intervening sand, because the pressure tending to force the air through is greater; but in very thin, light work, it is necessary to bring the vents close to the surface. Sand which is overdamped will require more venting than drier sand, because obviously there is more gas generated. For close and hard rammed sand, abundant venting supplies in an artificial manner that freedom of exit for the gas which the sand itself, through its density, fails to provide.
The connecting together of the vents in a mould is done in several ways, There is the vent pipe, which connects the vents going down to the coke bed with the outside of the mould. There are the vents from the bottom of the drag in turned-over moulds, which connect the vertical vents from the lower mould face with the outside of the flask. There are the vents from the upper mould face coming directly through the cope; and lastly, the vents coming out at the joints of the flasks, and bringing off the air from the mould sides. In cases of the latter kind, though the vents or "gutters" may be put in at random,there is, presuming no closing up of their openings takes place, a certainty that the air will strike through, because the mass of sand has already been honeycombed with the smaller vent wires.
The trowel (hif) is a tool which is .constantly in use, doing duty for a variety of purposes, and being carried, like the carpenter's rule, in the trousers' pocket, ready for immediate service. In company with the moulder's hands, it shares the shaping, mending, and finishing of moulds, and is just as serviceable as its namesake used by the mason and bricklayer. It is employed for cutting, digging up, and loosening the sand in small masses; for patching on portions which have become broken down; for smoothing and sleeking over the flat surfaces of moulds, and for smoothing down the blacking and plumbago (graphite) whether used wet or dry; while the butt end of the handle is improvised for thrusting in nails used when mending up. The trowel even becomes a sort of rough gauge, for the moulder usually tests the closeness of the joint of a pattern, or flask, or core, by attempting to thrust in the blade of his trowel. If the blade passes in, the joint is open; if not, there is not much the matter. Again, he marks the outsides of flasks with the trowel, chalking the sides of the flasks and drawing 2 or 3 lines from one across to the other, and when the flasks are finally closed for casting, the coincidence of the lines indicates coincidence of the mould joint within.
Continue to:
My Books

