Jigs And Fixtures. Part 5
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Jigs And Fixtures. Part 5
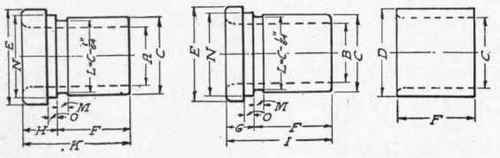
Table XXII. Bushings For Holes Reamed With Rose Chucking Reamers"
A | B | C | D | E | F | G | H | I | K | M | N | O |
3/4 | 11/16 | 1 1/4 | 1 5/8 | 1 1/2 | 1 1/4 | 3/16 | 1/4 | 1A | 1 1/2 | 1/8 | 1 3/8 | 1/16 |
13/16 | 3/4 | 1 5/16 | 1 11/16 | 1 5/8 | 1A | 3/16 | 1/4 | 1* | 1A | 1/8 | 1 1/2 | 1/16 |
7/8 | 13/16 | 1 3/8 | 1 3/4 | 1 5/8 | 1 3/8 | 3/16 | 1/4 | 1 9/16 | 1 5/8 | 1/8 | 1 1/2 | 1/16 |
15/16 | 7/8 | 1 7/16 | 1 13/16 | 1 3/4 | 1 7/16 | 3/16 | 1/4 | 1 5/8 | 1 11/16 | 1/8 | 1 5/8 | 1/16 |
1 | 15/16 | 1 1/2 | 1 7/8 | 1 3/4 | 1 1/2 | 1/•: | 5/16 | 1 3/4 | 1 13/16 | 3/16 | 1 5/8 | 1/8 |
1 1/16 | 1 | 1 9/16 | 1 15/16 | 1 7/8 | 1 5/8 | 1/4 | 5/16 | 1 7/8 | 1 15/16 | 3/16 | 1 3/4 | 1/8 |
1 1/8 | 1 1/16 | 1 5/8 | 2 | 1 7/8 | 1 11 /16 | 1/4 | 5/16 | 1 15/16 | 2 | 3/16 | 1 3/4 | 1/8 |
1 3/16 | 1 1/ 8 | 1 11/ 16 | 2 1/8 | 2 | 1 3/4 | 1/4 | 5/16 | 2 | 2 1/16 | 3/16 | 1 7/8 | 1/8 |
1 1/4 | 1 3/16 | 1 13/16 | 2 5/16 | 2 1/8 | 1 7/8 | 5/16 | 3/8 | 2 3/16 | 2 1/4 | 3/16 | 2 | 1/8 |
1 5/16 | 1 1/4 | 1 15/16 | 2 7/16 | 2 1/4 | 2 | 5/16 | 3/8 | 2 15/16 | 2 3/8 | 3/16 | 2 1/8 | 1/8 |
13/8 | 15/16 | 2 | 2 1/2 | 2 1/4 | 2 1/8 | 5/16 | 3/8 | 2 7/16 | 21 | 3/16 | 2 1/8 | 1/8 |
1 7/16 | 1 3/8 | 2 1/16 | 2 9/16 | 3 3/8 | 2 1/4 | 5/16 | 3/8 | 2 9/16 | 2 5/8 | 3/16 | 2 1/4 | 1/8 |
1 1/2 | 1 7/16 | 2 1/8 | 2 5/8 | 2 3/8 | 2 3/8 | 5/16 | 3/8 | 2 11/16 | 2 3/4 | 3/16 | 2 1/4 | 1/8 |
1 9/16 | 1 1/2 | 2 3/16 | 2 11/16 | 2 1/2 | 2 1/2 | 3/8 | 7/16 | 2 7/8 | 2 15/16 | 3/16 | 2 3/8 | 1/8 |
15/8 | 1 9/16 | 2 3/8 | 3 | 2 5/8 | 2 5/8 | 3/8 | 7/16 | 31/8 | 3 1/16 | 3/16 | 2 1/2 | 1/8 |
1 11/16 | 1 5/8 | 2 7/16 | 3 1/16 | 2 3/4 | 2 3/4 | 3/8 | 7/16 | 3 1/8 | 3 3/16 | 3/16 | 2 5/8 | 1/8 |
1 3/4 | 1 11/16 | 2 1/2 | 3 1/8 | 2 7/8 | 2 7/8 | 3/8 | 7/16 | 3 1/8 | 3 5/16 | 3/16 | 2 3/4 | 1/8 |
113/16 | 1 3/4 | 2 9/16 | 3 3/16 | 3 | 3 | 7/16 | 1/2 | 3 7/16 | 3 1/2 | 1/4 | 2 13/16 | 3/16 |
1 7/8 | 1 13/16 | 2 5/8 | 3 1/4 | 3 | 3 1/8 | 7/16 | 1/2 | 3 9/16 | 3 5/8 | 1/4 | 2 13/16 | 3/16" |
1 15/16 | 1 7/8 | 2 11/16 | 3 5/16 | 3 1/8 | 3 1/4 | 7/16 | 1/2 | 3 11/16 | 3 3/4 | 1/4 | 2 15/16 | 3/16 |
2 | 1 15/16 | 2 3/4 | 3 3/8 | 3 1/8 | 3 3/8 | 7/16 | 1/2 | 3 13/16 | 3 7/8 | 1/4 | 2 l5/16 | 3/16 |
21/16 | 2 | 2 15/16 | 3 9/16 | 3 1/2 | 31 | 1/2 | 5/8 | 4 | 4 1/8 | 1/4 | 31/4 | 3/16 |
2 1/8 | 2 1/16 | 3 | 3 5/8 | 3 1/2 | 3 1/2 | 1/2 | 5/8 | 4 | 41/8 | 1/4 | 3 1/4 | 3/16 |
2 3/16 | 2 1/8 | 3 1/16 | 3 13/16 | 3 5/8 | 3 5/8 | 1/2 | 5/8 | 4 1/8 | 4 1/4 | 1/4 | 3 1/4 | 3/16 |
2 1/4 | 2 3/16 | 31 | 3 7/8 | 3 5/8 | 3 3/4 | \/2 | 5/8 | 4 1/8 | 4 3/8 | 1/4 | 3 3/8 | 3/16 |
2 3/8 | 2 3/16 | 3 3/8 | 4 1/8 | 3 7/8 | 3 7/8 | \/2 | 5/8 | 4 3/8 | 4 1/2 | 1/4 | 3 5/8 | 3/16 |
2 1/2 | 2 7/16 | 3 1/2 | 4 1/4 | 4 | 4 | \/2 | 5/8 | 4 1/2 | 4 5/8 | 1/4 | 3 3/4 | 3/16 |
2 5/8 | 2 9/16 | 3 5/8 | 4 3/8 | 4 1/8 | 4 1/8 | \/2 | 5/8 | 4 5/8 | 4 3/4 | 1/4 | 3 7/8 | 3/16 |
2 3/4 | 2 11/16 | 3 3/4 | 4 1/2 | 4 1/4 | 4 1/4 | 1/2 | 5/8 | 4 3/4 | 4 7/8 | 1/4 | 4 | 3/16 |
tool steel bushings, ground true inside and out to accurate dimensions. Fig. 384 illustrates different forms of guide bushings and Tables XIX, XX, XXI, and XXII give accepted dimensions. The several types of bushings are known, from their use or by their construction, as tight bushings, lining bushings, slip bushings, screw bushings, etc.
♦Courtesy of "Machinery", New York City.
Tolerances
A jig is usually a duplicating tool as well as a production tool. In all machine work certain standards of accuracy prevail. Exact dimensions are hard to obtain in any work, and certain commercial variations from the exact dimensions are allowable. Such variations from exactness of dimensions are known as tolerances. For example, an allowable tolerance of 0.0005 inch plus or minus (±) might be used in grinding a certain piece of work, and all pieces ground would, if within these limits, be considered commercially exact.
In jig construction certain tolerances are agreed upon by the user of the tool, as commercially possible. The following tolerances are from the practice of the Taft-Pierce Company, and are those used for tool and jig design:
Information and Limits to Be Placed on Drawings
The following are two important essentials that must be carefully executed on all drawings before the drawings are submitted to the checker for his signature, and are to be considered as aids for the better conception and reasoning of the workman, in whose hands the work is placed when "doping out" the intent and purpose of the drawings.
Next to the accuracy, the efficiency and clearness with which these aids are accomplished are of the greatest importance:
(1) State accurately the amount of limits of tolerance that may be permitted on all dimensions. (See sheet describing methods of expressing limits.)
(2) Issue with each drawing specifications written on information blanks provided for the purpose, describing the requirements of the drawing and giving any information that will be of value to the workmen.
Limits of Tolerance as Adopted by the Taft-Pierce Company
Statement: If a limit can be permitted above and below the dimension, specify the limit thus: (±) giving the amount of limit tolerated. If a limit can only be permitted below the dimension, specify it thus: (-) giving the amount of limit tolerated. If a limit can only be permitted above the dimension specify it thus: (+) giving the amount of limit tolerated.
Fractions
Unless limits are specified, vulgar fractions are capable in the main of a wide variation of limitation. For the purpose of fixing a standard, however, it shall always be understood that in the event that a fraction is not accompanied by a limit, a minimum limit of (±) .010 is permissible. Fractions that must be held closer than this must be accompanied by a specified amount of limit.
Amounts: 2-Place Decimals. If tolerance is not added, a limit of (± ) .005 is permissible.
3-Place and 4-Place Decimals. A 3- or 4-place decimal should be used only when absolutely necessary. If tolerance is not added, a limit of (±) .0015 is permissible.
.
3-Place and 4-Place Decimals. Whenever through necessity three or four places must be accurately obtained, the dimension shall be marked EXACT.
Guide Bushings
Locating the Guide Bushings. While there are a great variety of methods used when locating the centers of the holes, if exactness is desired, the located centers are usually positioned by making use of the jig buttons shown in Fig. 385. These are hardened and ground tool steel cylinders with the ends ground parallel. In use the center distances, called for on the drawing of the jigged, piece, are located approximately in position on the face of the jig. Each button as purchased is furnished with a clamping screw whose body fits loosely in the axial hole in the button. Figs. 386 and 387 show how the buttons may be accurately positioned using precision tools. It will be noted that in each case shown the buttons are first positioned by lightly clamping them to an approximately accurate layout, and afterward bringing them to accurate position by measurements made with precision tools.
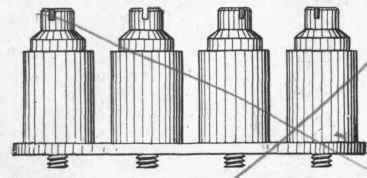
Fig. 385. Tool-Maker's Buttons with Screws and Washers for jig Work.
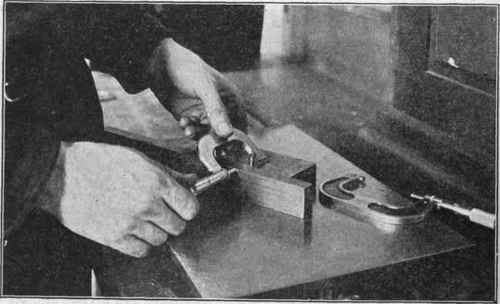
Fig. 386. Positioning Buttons with Micrometer Caliper.
Boring Hole For Guide Bushings
Fig. 388 shows the hole being bored. Previous to the boring, the plate is clamped to a lathe faceplate and shifted to a position where the accurately positioned button will indicate true with the feeler of a good indicator placed against its surface. When the button rotates true, it is removed, the hole is roughly drilled, afterward accurately bored, as shown in the cut, and the hardened and ground tool steel bushings pressed into place. Operating the Jig. If the jig is of a proper design and construction, the operator should have little trouble in its use. All locating points and surf aces should be plainly visible, the work should go into the jig only when properly positioned and the clamping done with despatch, the various tools should spindle as shown in Fig. 349, and the operator should handily use each spindle in logical order. The jig is then discharged and newly recharged.
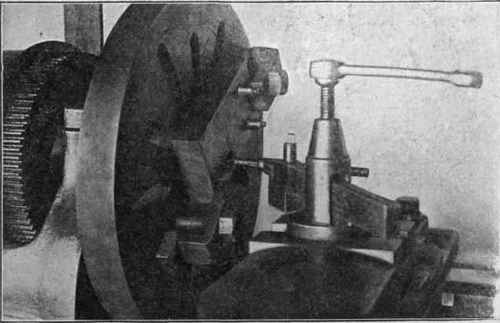
Fig. 387. Positioning Buttons with Vernier Caliper.

Fig. 388. Boring Hole for Guide Bushing.
Continue to:
My Books

