Chapter V. Apparatus Added To The Lathe For Specific Purposes. Section I. - The Division Plate And Index. Scribing Tools
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chapter V. Apparatus Added To The Lathe For Specific Purposes. Section I. - The Division Plate And Index. Scribing Tools
The division plate, is a contrivance in general use for graduating the surfaces of work into any number of equal parts. On the lathe it is used among other purposes in plain turning, for setting out equidistant holes, sometimes for the insertion of other portions, as for the spokes of a wheel; for inlaying, and for attaching ornamental projections. For marking the terminal lines upon cylinders or surfaces, previously to cutting or filing them into squares, hexagons, or other shapes for bolt heads, nuts or pedestals; for graduating the edges of works; for cutting the teeth of wheels; and also for the purposes of ornamental turning.
The division plate is generally made either as a wide metal ring attached to the face of the mandrel pulley, or as a circular plate entirely covering it, and in either form it is accurately drilled with several concentric circles of equidistant holes. The numbers forming the circles, are selected from those affording the largest variety of divisions, and for the lathe, usually include 96, 112, 144 and 360.
The index, is a steel spring or rod terminating in a point which is inserted in any required series of holes, in any of the circles of the division plate, to retain the mandrel for the time, at rest, in certain relative positions. For example, to divide the work into 12 parts; the point of the index is placed successively in the holes 8. 16. 24. 32. etc. of the 96 circle, or in 12. 24. 36. 48. etc. of the 144 circle, the respective divisions of those circles by 12; and, while the mandrel is arrested at these points, the work is marked or cut into with appropriate tools.
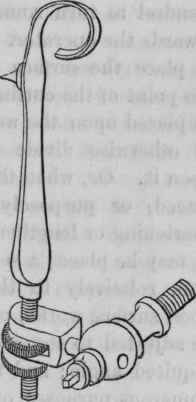
The plain index is usually made as fig. 120. The steel spring carries a point above, at right angles, at about the level of the lathe mandrel, and has a round pin below which fits a transverse hole in a plain metal ball; the latter is sometimes screwed into the side of the lathe bearers, but it is more appropriately placed when fixed to the base of the lathe head. The index is more convenient when the upper end of the spring is prolonged as a hook for the forefinger, figs. 122. 123; while the ball should be provided with a fixing screw, as in figs. 121. and 123, to prevent the spring acquiring any lateral motion, to retain the point opposite the circle of holes in use. Sometimes the index spring has a square or triangular stem or slide beneath, in the direction of its length, with a transverse binding screw. This stem is also sometimes continued below, cut upon its edges as a screw and provided with a nut, fig. 121.
Fig. 120.

Fig. 121.

Fig. 122.

Fig. 123.
The stem of the adjusting index, fig. 123, passes through the two sides of a fork, and is provided with two nuts with milled edges, one within and the other beneath the fork. The upper nut which gives the motion, is graduated upon the face or edge into 10. 20. or more equal parts, to ascertain the amount of vertical traverse, and for interpolation, which will be described; the lower nut being for fixing. The vertical height of the adjusting index is readily altered by the fingers; the lower nut is first slackened, the index is then raised or lowered by turning the upper nut, and is refixed by screwing up the lower nut into contact with the fork.
The power of vertical adjustment in the index is necessary for many purposes of dividing in the lathe; among others, that the point may agree with any fixed starting place on the division plate, when it may be also necessary to make the first cut or division at any particular spot upon the work. Increasing or shortening the length of the index by its screw adjustment, while, both the transverse pin remains in the ball, and also the point in a hole of the division plate; obviously causes the mandrel to turn round through a small space, away from or towards the operator. This expedient is constantly employed to place the surface to be divided in its required relation to the point of the cutting or marking tool; and the divisions to be placed upon the work may thus be arranged, so as to bisect or otherwise divide previously existing points or divisions upon it. Or, when the work has been either accidentally misplaced, or purposely removed and rechucked; by slightly shortening or lengthening the index, the divisions marked upon it, may be placed a second time exactly in their previous position, relatively to the holes of the division plate. Lines upon surface works, or the sides of polygonal solids, may also be adjusted to stand exactly vertically, horizontally, or to any required angle; and the adjusting index is also requisite for numerous purposes of ornamental turning. Upon the larger power lathes the index is frequently carried by one, or two brackets, bolted to the side of the bearers, as in fig. 124. This index is also provided with a screw and nut below for varying its length, it is retained opposite the circle of the division plate in use, by a screw passing through the upper bracket, fixed by a nut.
In using the apparatus or taking the divisions; the driving band is removed, and the index point is placed in the terminal number of the circle in use, which in practice, is generally possible. The open left hand is laid around the top of the pulley, to turn the mandrel gently towards or sometimes away from the operator, while the point of the index is at the same time withdrawn, just clear of the holes, by the thumb and forefinger of the right hand, and is then dropped into the hole at the required advance. Placing the point in a wrong hole or number from want of care, may be prevented by making the point count the holes as it passes over them. Thus, if the number of holes to be taken every time be four, the operator withdraws the point, and as he passes over the four holes, makes a slight motion with it towards each, and if he half intended to place the point in each hole; and, as he does so, mentally counts or checks off one, two, three, four, finally dropping the point into the fourth hole. The slight motion thus impressed on the point by the right hand and the independent counting, fairly check each other, and usually prevent the index travelling to a hole short of, or beyond its destination.
The circles of the division plate are also usually marked with figures numbering them at regular intervals, to assist the eye in passing from hole to hole. Thus in the division plate of lathe fig. 113; the 360 circle is numbered with a figure at every 15 holes, reading 15. 30. 45. etc.; the 112 circle at every 7 holes; the 192. 144. and 96. circles, at every 6 holes, and the 120 circle at every 5 holes. In addition to the figures, the 360 circle has a slight mark engraved at the edge of every fifth hole; and the 192 circle has a similar mark on the outer circumference at every third hole, and on the inner, at every fourth hole, for a special purpose that will hereafter be explained.
Continue to:
My Books

