Section III. - The Slide Foot Lathe
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section III. - The Slide Foot Lathe
The slide foot lathe may be considered as generally a close reduction of the larger power slide lathe in workshop use. It is employed for cutting long metal screws and for plain turning, the tool being carried along the cylinder in a continuous traverse by the slide rest; the work being principally of metal, and usually of a longer and heavier character than can be conveniently executed in the ordinary plain foot lathe. The 6 inch center, slide foot lathe, fig. 114, is offered in illustration, and also to assist the description of the general details common to this class of lathe. The frames of slide lathes, as in this figure, are generally constructed entirely of iron; but very similar lathes, which also are sometimes provided with more elaborate appliances, are occasionally mounted on the double wood frames previously alluded to.
The mandrel of fig. 114, is put in from the front, after the manner of figs. 85 and 86; the fitting in the front collar is that of the double cone, the obtuse cone in front. The mandrel is drawn up into bearing by a detached steel collar fitting upon its back end, which is brought into contact with the outer face of the back collar of the lathe head and secured, by a double nut screwing on the mandrel. The extremity of the mandrel, beyond the double nut, is keyed and fitted for the reception of the change wheels.
The mandrel pulley and the back gearing for the slow motion, are of the form indicated by fig 90, and reduce the speed of the mandrel, about six times, compared with that of the pulley. The large toothed wheel is fixed to the mandrel in front, the pulley for the band and the pinion behind it, are fixed together and revolve freely upon the mandrel; the corresponding wheel and pinion on the back shaft, are both attached to a hollow spindle, revolving upon the central portion of the back shaft, which does not itself revolve but is mounted eccentrically by its ends; a compact arrangement, to place the wheels of the back gearing in and out of action without endlong motion. For driving the mandrel at quick speeds, the pulley is fixed against the front wheel by a nut and washer on the mandrel behind the pinion. The division plate is attached to the face of the front wheel and an adjusting index is fixed to the base of the lathe head. The cylinder popit head is constructed in the same manner as that already described, and the lathe should be provided with a hand rest and tees, not shown, for many small purposes of turning, to which the slide rest does not conveniently apply.

Fig. 114.
Plate III.
An elegant arrangement to obtain slow motion in the mandrel, differing from any hitherto described, is afforded by internal gearing, all the wheels being contained within the pulley itself. The internal geared pulley is sometimes applied to fig. 114, and occasionally to smaller foot lathes, for which latter however the slow motion on the fly wheel is usually found to suffice. The compactness of the internal gearing and the safety to the operator, are its recommendations over the ordinary form.
The pulley is divided into three distinct parts, carrying the wheels in the manner indicated by figs. 115, 116, in which the three parts are shown in section, separated, with the wheels shaded. The face of the pulley or back of the division plate, the first part, is fixed to the mandrel and revolves with it; it is hollowed behind, and the internal edge is cut as an annular wheel, say of 72 teeth. The cone or grooved portion of the pulley is the third part, this slips freely round upon the mandrel, and carries with it, attached to the front end of its socket, a wheel say of 18 teeth, or one quarter of the number contained in the annular wheel. The second part is a circular plate situated between these two, carrying two wheels, whose sole purpose is to convey the motion by making the connection between the 18 and 72 wheels. This central portion of the pulley does not revolve when the slow motion is in action, but is held at rest by a steel tail piece, fig. 117, temporarily affixed to its edge in a dovetailed fitting, and fastened by a thumb screw; the tail piece being then attached against the base of the lathe head by a removeable steel button fig. 118.
The revolution of the 18 wheel, carried round by the cone part of the pulley which slips around the mandrel, is conveyed through the two wheels revolving upon the stationary central portion, and communicated to the annular wheel upon the first portion, which, being fixed to the mandrel, carries that round once to every four revolutions of the pulley. A metal counterpoise is screwed upon the plate, opposite the connecting wheels, fig. 116, to preserve equality in the momentum of the pulley, when the slow motion is not in action. For quick speeds, the tail piece, to prevent the revolution of the central plate, being removed, the three parts of the pulley all revolve together, being placed in close contact by the pressure of a screw and nut upon the mandrel behind; slightly slackening this nut, again permits the mutual action of the three parts of the internal geared pulley.
Fig. 115.

Fig. 116.

Fig. 117.

118.
The fly wheel of fig. 114, has three bevils or sets of speed grooves, and is mounted with a power of traverse on the crank, to place any of its grooves beneath any of the grooves on the pulley. About twelve inches of the cylindrical end of the crank shaft is cut with a shallow square threaded screw, and the fly wheel, is bored out with a plain hole to fit upon it; the wheel is traversed by two nuts, one on either side, and is fixed when brought into position by their close contact, and clamped by a third nut against that on the face, to prevent displacement. The back or axis of the treadle is of wrought iron, wide and heavy; the steel centers upon which it works being welded in the solid, but placed in advance of its front edge, so as to cause the weight of the back to partially counterbalance the front of the treadle. The bearers are of the section fig. 76, to allow internal space for the main screw and clutch box without unnecessary width upon their surface, the external, angular planed grooves, serving to guide the traverse of the saddle carrying the slide rest; the bearers are fixed by four vertical bolts to the cast iron uprights.
The main screw traversing the saddle, in this case is of four threads to the inch, the thread being of truncated angular section; it is fixed inside close against the front of the bearers, the cylindrical ends projecting through them at either end. The screw is placed in from the left and is prevented from endlong motion by a collar, turned upon it in the solid, which is retained in external contact with the left hand end of the bearers, by a screw and double nut at the opposite end; the nuts being only sufficiently screwed up, to avoid straining or stretching the screw. The left hand extremity of the main screw, is keyed and fitted for the reception of the change wheels, and it also passes through the central hole of a radial arm, in which are two long parallel slots for the arbors, to carry the other change wheels, to connect that on the mandrel with that on the screw. The radial arm circulates around the end of the main screw, to vary its radial position on the latter, that it may be fixed higher or lower as required, to accommodate the length of the particular train of wheels employed. It is fixed by a bolt, passing through a circular mortise and screwing into the end of the lathe bearers. Illustrations of some other varieties of form and arrangement of the radial arm, have been given pages 623. 624. Vol. II.
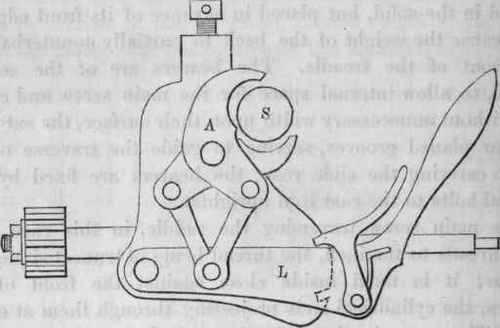
The main screw of the slide lathe is connected with the saddle to traverse the slide rest, by some form of clutch box; the particular arrangement adopted for fig. 114, is explained by the following diagram. The working parts, consist of two gunmetal jaws, somewhat resembling the shape of an ordinary pair of carpenter's pincers, mounted upon the same center A.; their inner surfaces are cut with an internal thread, a counterpart of that on the main screw S. The reverse ends of the jaws are connected by steel links, also mounted upon one center, upon the lower end of the lever L. On depressing the lever, the gunmetal jaws embrace, and exactly fit the screw for about three quarters of its circumference, exerting an equal pressure on both sides above and below. Raising the lever to the position shown in the diagram, opens the jaws clear of the screw and instantly arrests the traverse of the slide rest. The lever L. also carries a spring detent, arranged to detain it in either of the two positions, and it is bent upwards that it may not inconveniently project in front of the bearers.
Fig. 119.
The working parts of this clutch box are contained within an iron frame, the end of which is indicated in fig. 119, and this frame terminates above in a longitudinal tenon, which passes upwards between the bearers and is bolted to the under side of the saddle. The saddle plate lies transversely and in contact with the face of the bearers, its upper surface being appropriately formed to carry the slide rest; which latter is described in the succeeding chapter. The length of the saddle exceeds the width of the bearers, and two adjustable guide plates are bolted to the under side of its overhanging surface; these fit against the external grooves in the bearers and retain the saddle exactly at right angles. The length of the guide plates, is about twice that of the width of the saddle, so as to provide an ample guiding surface without increasing the width of the latter, which would shorten the traverse of the lathe.
The lower side of the frame of the clutch box also carries a horizontal spindle, having a pinion working in an inverted rack bolted outside the back of the bearers; the spindle being turned by a winch handle in front. At the termination of every cut, the clutch is disengaged, and the slow traverse given by the screw, necessary to the due cutting action of the tool in plain turning or screw cutting, is exchanged, when replacing the tool in position for recommencing the cut, for the quick return traverse given by the rack and pinion.
The combinations or settings of the change wheels employed with the slide foot lathe fig. 114, will be found in the fourth section of the succeeding chapter; in which, the various forms of the apparatus for producing different screw threads from one screw, which serves as a guide or copy, are further considered.
Continue to:
My Books

