Section II. - Lathes With Traversing Or Screw Cutting Mandrels
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Lathes With Traversing Or Screw Cutting Mandrels
External and internal screws, more generally of short length, but of all dimensions as to length, diameter, and fineness or coarseness of thread, are constantly required for attaching together the different portions of turned work, in all materials. Striking and chasing these screws by manual dexterity on the back center mandrel, in the manner described in the chapter on screw cutting, is by no means difficult in most cases after a little practice; but, as failures occasionally produce serious inconvenience, various mechanical contrivances, some of which have been already referred to in this and in the second volume, have been devised and used to ensure invariable success. The modern screw mandrel lathe head fig. 112, conveniently fulfils this purpose, and is desirable for the turner who only occasionally requires to cut a screw, or is deficient in practice. It is found extremely valuable in cutting screws that present any difficulty in their dimensions, or that are required upon work of intractable material, in which cases, the most practised hand frequently needs its assistance. It should perhaps be mentioned, that screws may also be struck and cut by hand upon the screw mandrel in the ordinary manner, when that is desired.
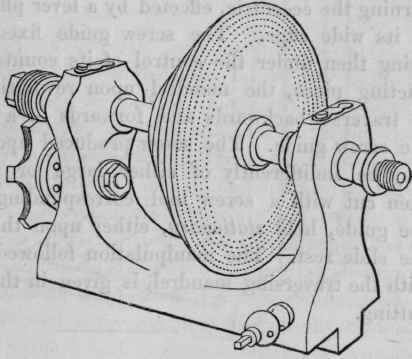
The casting of the lathe head fig. 112, is of about the same dimensions as that of a corresponding plain or back center lathe head, but the mandrel is sufficiently longer to project through it at the back. The mandrel is of steel and is sometimes bored throughout its entire length, convenient among other reasons, for the admission of long wires or for turning very slender rods which may be partially contained within it. It is hardened at both bearings, which revolve and traverse in hardened steel cylindrical collars, fig. 83, the fore part of the front cylindrical collar being conical, the cone standing the reverse way to those for the back center mandrel.
When employed for plain turning, the cones of the mandrel and front collar are retained in contact by a steel cap, fitting upon the back end of the former and bearing against the outer surface of the back collar. The cap, which may be considered as an elongated washer, is prevented turning round by either one or two studs, and is retained in its place by the head of a screw, which screws into the end of the mandrel. The cap is removed for screw cutting, when the mandrel has free endlong traverse; it is then replaced by one of the screw guides, which also is prevented from moving by the studs formed on the end of the mandrel, which enter corresponding apertures in the cap and guides. One of the studs should be marked, as also one aperture in the cap and in every guide, that they may be correctly placed together; the guide in use, like the cap, is fastened in its place by the screw in the end of the mandrel. The screw guides consist of strong steel cylinders, cut externally with different accurate screw threads; they engage in the brass conducting piece B., shown detached fig. 111.* The conducting apparatus consists of a brass ring, about one-third the width of the guides in thickness, its outer edge formed by segments of circles, cut with screw threads matching the guides; the ring is mounted and turns round upon the shaded circular piece B., to place any segment uppermost. The shaded circular piece, which is of greater thickness than the segmental ring, is mounted eccentrically upon a pivot attached to the back of the lathe head. The conducting piece therefore can be moved round by the fingers, to place the requisite segment at the top and beneath the guide on the mandrel, and these two are then brought into contact, by turning the eccentric, effected by a lever placed in holes bored in its wide edge. The screw guide fixed on the mandrel, being then under the control of its counterpart on the conducting piece, the mandrel upon revolution, is constrained to traverse backwards and forwards in a path the copy of the screw guide. The screw produced upon the work, which may be indifferently of either large or small diameter, is then cut with a screw tool corresponding to the thread of the guide, held stationary, either upon the hand rest, or in the slide rest. The manipulation followed in cutting screws with the traversing mandrel, is given in the chapter on screw cutting.
Fig, 111.
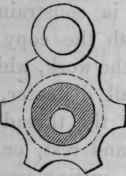
Fig. 112.
The screw mandrel lathe head may be mounted upon any frame similar to those already described; but the five inch center, screw mandrel lathe, fig. 113, is given as an example of the double wood frame, and also as the lathe that some experience has shown to offer most advantages, for general plain turning for the amateur and for development for ornamental turning. Most portions of this lathe, will be already familiar to the reader of the preceding pages.
* The screw guides ordinarily made for H. & Co.'s screw mandrel lathes, are numbered 1 to 6, their threads correspond in like order, to those numbered 3. 4. 5. 6. 8. 10 of the table page 673, Vol. II. ; these are generally found to suffice, but the number may be extended if required.
The mandrel pulley of fig. 113, which has been used as an example of necessary, careful construction, in the chapter on metal turning, is of brass and is hollow to avoid weight and momentum; it is affixed about the center of the length of the mandrel, held against a slight shoulder turned on the latter, by a nut and washer behind, and is retained in position by a steady pin. The face of the pulley forms the division plate, and carries six circles of equidistant holes of the numbers 360. 192. 144. 120. 112. & 96, and an adjusting index is attached to the base of the lathe head. The application of these, and that of various other forms of the index, are given in the succeeding chapter.
Fig. 113.
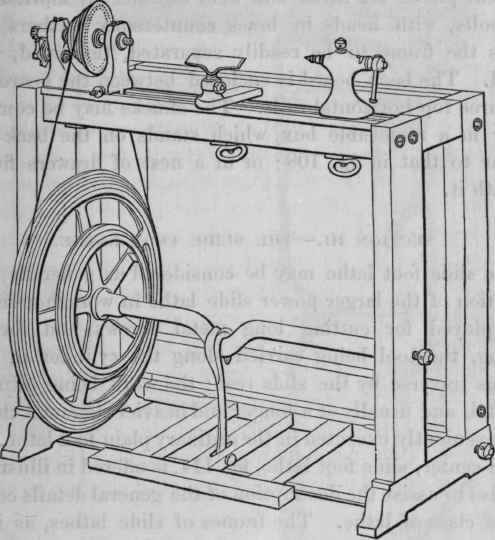
It has been mentioned that the wood frame, from being less susceptible to vibration than that of iron, rather facilitates the production of smooth and finished turning; in addition, it so considerably deadens sound in working, as to be generally preferable for lathes intended for use in the house. The double wood frame, very usually made of mahogany, is still better in both these particulars, its increased stability causing a consequent further reduction of vibration. Two additional uprights are mortised into the feet, and are connected above by pieces parallel with the latter, forming a substantial framework for the sides of the lathe frame; these sides are joined by strong rails at the back parallel with the bearers. The different pieces are fitted and held together by mortise joints and bolts, with heads in brass countersunk washers, which allows the frame to be readily separated, tightened, or adjusted. The back board is enclosed between the bearers and the three top horizontal rails. The chucks may be contained, either in a removable box, which stands on the back board, similar to that in fig. 108; or in a nest of drawers fitted in beneath it.
Continue to:
My Books

