Lathes With Plain Or Back Center Mandrels. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Lathes With Plain Or Back Center Mandrels. Part 3
The cast iron driving wheel is bored to fit upon the turned extremity of the crank, on which it is retained against a flange, and prevented from moving round upon the crank in the manner previously described. The wheel has a single bevil, turned with five speed grooves, for use with the five grooves of the wood mandrel pulley. The crank is of round iron, steeled and hardened at the extremities, which revolve upon pointed hardened steel centers inserted exactly opposite each other in the uprights; the center on the left, is formed with a square tang, securely fixed in the upright, that on the right, is made as a screw and passes through its upright to give adjustment.
Fig. 105.
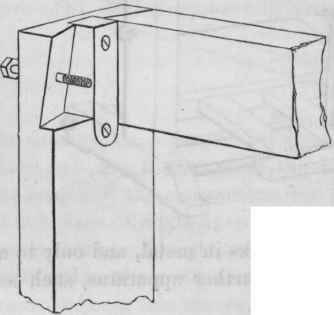
Fig. 106.
The treadle is formed of three transverse rails, mortised into the wooden foot board and axis; steeled hollow centers with square tangs, being fitted and driven in a true line into the ends of the latter, which are strengthened and prevented from splitting by strong iron rings or ferrules. The treadle works upon centers similar to those for the crank and in the same positions, fitted into the ends of the feet. The crank hook is of iron, steeled and hardened within the hook, the lower end is pierced with a hole and works on a steel pin passing through the center rail of the treadle. The hook is of sufficient length, to allow the treadle to hang just clear of the floor and iron bottom bars. It is essential that all three pairs of centers, should stand at right angles to their supports, and exactly opposite to each other in both the vertical and horizontal directions; otherwise, smooth and regular action in the crank and treadle is not obtained, and the various centers rapidly deteriorate and grind each other away.
The frame is completed by the backboard fig. 107, a shelf grooved into the back bearer and supported by light iron brackets. It is surrounded by a rim to prevent the tools from rolling off, and is pierced by a hole for the passage of the lathe band; it also carries a removable board, upon which the various chucks are inlaid or otherwise secured.
Fig. 107.

It is not proposed to lay down an exact list of chucks that may be required for fig. 104, or for the following lathes referred to, such particulars could hardly be satisfactory and would afford little guidance; for although certain chucks are almost invariably necessary, yet the particular varieties adopted, may be considerably influenced by the purposes to which the lathe is to be applied. The various chucks made of metal, of wood, and of the two in combination, and their distinctive purposes and peculiarities, are described at length in a later chapter; it may therefore be sufficient to say, that the metal chucks required in plain turning usually vary with the scope of the lathe, from about twelve to twenty-four in number, and they are always found to include a larger proportion and some variety of sizes of the more simple kinds.
The lathe fig. 104, may be made somewhat more appropriate for the addition of other apparatus for turning, by substituting the iron bearers fig. 109, for those of hardwood. The wood uprights however may be advisedly retained, wood frames having some advantages peculiar to themselves, among them, in being less susceptible to vibration than those of iron, which is found to render the turning of smooth plain surfaces somewhat easier. Sometimes it is desirable that the frame should also be entirely of iron, when the lathe takes the form of that shown by fig. 110, or of some analogous pattern; the upright and foot being usually in one solid casting.
Fig. 108.

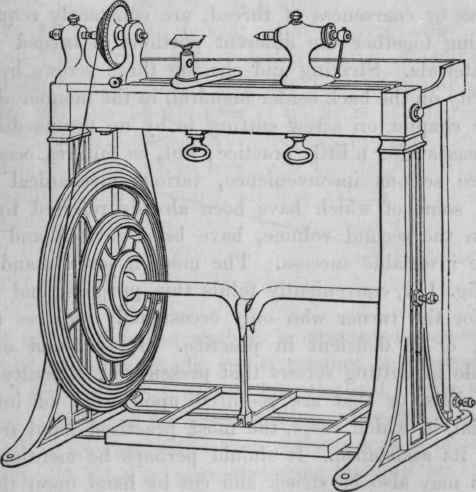
The lathe with single wood frame fig. 108, resembles that lately described, but is provided with iron bearers; a double bevil wheel, giving a slower speed; a cylinder popit head with leading screw; and a division plate and index; the description and application of the last are deferred to the following chapter-The chucks and loose implements are carried in a long case, standing upon the back board.
The cast iron bearers for this and similar lathes, are usually first planed flat and straight in the planing machine, they are then mounted between centers and the external ends are turned square to their length. They should be subsequently corrected upon their upper faces and upon their internal and external sides, with the file and scraper, with which tools, under the guidance of the straight edge and planometer, they are finished to any required degree of accuracy.
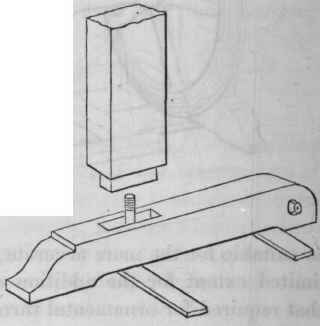
Fig. 109.

The iron bearers shown detached and reversed, fig. 109, are connected at the extremities and in front of the lathe head, by transverse pieces cast in the solid; the division across in front of the lathe head adds to their strength, and in reducing the length of their opening diminishes torsion. The washers for the bolts of the lathe heads, are oblong and rebated to loosely fit between the planed lower edges. The ends of the lathe bearers are received in flat recesses upon the inner sides of the uprights, with which they are brought into firm contact, by bolts screwing into the solid metal; in fixing them in their position, the bolts are screwed up equally and without an unnecessary degree of force, otherwise they are capable of exerting a prejudicial effect, which may be referred to.
h 2
Too great, or an unequal strain by the end bolts, is sometimes found to distort the sides of iron bearers of correct proportions and strength; causing them to become slightly bowed, usually inwards, about the center of their open length. Want of truth, or a temporary disagreement between the true ends of the bearers and the recesses in the uprights, which may sometimes arise accidentally when the bolts are screwed up, will produce the same effect. The distortion is usually detected on sliding the popit head along the bearers, when instead of its tenon fitting the interval equally from end to end, it will with difficulty pass, if it be not altogether arrested somewhere about the center. Slightly slackening the bolts usually permits the bearers to return to their original truth.
The second bevil or slow motion on the fly wheel of fig. 108, is employed to reduce the speed of the lathe, requisite in turning works in metal, or those of large diameter in wood; it reduces the revolutions of the mandrel, to from two to three turns for every revolution of the fly wheel. The slow motion is also valuable in turning portions of arms or awkwardly shaped pieces, in which the weight is unequally distributed around the axis, that the slow speed may avoid injurious vibration in the work; it is always used with the oval chuck and some other apparatus for ornamental turning.
The lathe head and hand rest of fig. 108, are similar, but the popit head of this, and the following lathes, differ in construction from those already described. The cylinder popit head, is met with in more than one shape, but all patterns, agree in possessing a cylinder advancing through a plain hole; the advantages derived, referred to in the back center of the lathe head, are sufficiently obvious. In the pattern shown by fig. 99, the hole bored through the casting and adjusted to exactly agree with the mandrel axis, is fitted with a plain steel cylinder which slides within it, this, is also bored throughout its length; it is prevented turning round, by a pin fixed in the casting which enters a longitudinal groove or key way cut in the under side of the cylinder. A short portion, at the back extremity of the hole bored through the cylinder, is tapped for the reception of the leading screw, winch extends within it; the screw turning, but being retained in one place by a steel bridle, fastened in a transverse mortise in the casting, and entering a circular groove turned in the shaft near the head of the screw. Turning the screw in the one or the other direction, causes the cylinder to slide forwards or to retire, and when adjusted for work, the latter is fixed by a binding screw from above, which is provided with a countersunk brass washer for the prevention of injury. The projecting front end of the cylinder has a conical fitting, by which it carries separate hollow and pointed centers and the boring flange, fig. 101. The last is an iron plate or surface, about two to three inches in diameter, and at right angles to its stem, the plate has a shallow recess at the center to avoid injury to the point of the drill.
The cylinder popit head affords considerably improved accuracy for the support of the work in turning, and also in boring all work revolving on the mandrel; the advance of the center point, itself quiescent, acquiring all the truth of the sliding cylinder and therefore supporting the end of the drill in the true line of the mandrel axis. In boring with the flange, the drill revolves in a chuck upon the mandrel, the work being pressed against the flange and advanced to the drill by the screw of the popit head, and with ordinary care, it cannot fail to be pierced at right angles.
Fig. 110.
The lathe fig. 110, is given as an illustration of a frame entirely of iron, with the exception of the back board and the foot board of the treadle, which are of wood ; the uprights and feet are each formed in one casting. The mandrel pulley is of iron, with or without brass division plate, and there are various minor unimportant changes, incidental to the alteration from the wood to the iron frame, but, from the descriptions already given, the precise details do not appear to merit further notice.
Continue to:
My Books

