Chapter XV. Melting And Mixing The Metals. Section I. - The Various Furnaces, Etc., For Melting The Metals
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chapter XV. Melting And Mixing The Metals. Section I. - The Various Furnaces, Etc., For Melting The Metals
The subject upon which we have now to enter consists of two principal divisions, namely, the melting and combining of the metals, and the formation of the moulds into which the fluid metals are to be poured. In the foundry the two processes are generally carried on together, so that by the time the mould is completed, the metal may be ready to be poured into it; but as in conveying these several particulars the one process must have precedence, I propose to commence with the means ordinarily employed in melting and mixing the metals, in order to associate more closely all that concerns the alloys. In accordance with ordinary practice, the formation of the moulds will be described whilst the metals may be supposed to be in course of fusion; the concluding remarks will be on pouring, or filling the moulds, the net strictly speaking of casting, and which completes the work.
The fusible metals, or those not requiring the red-heat, are melted when in small quantities in the ordinary plumber's ladle over the fire; otherwise larger cast-iron ladles or pans are used, beneath which a fire is lighted; for very large quantities and various manufacturing purposes, such as casting sheet-lead, and lead pipe, and also for type-founding, the metals are melted in iron pans set in brickwork, with a fire-place and ash-pit beneath, much the same as an ordinary laundry copper, and the metals are removed from the pans with ladles.
The pewterers and some others call the melting pan a pit, although it is erected entirely above the floor; and as their meltings are made up in great part of old metal which is sometimes wet or damp, they have iron doors to enclose the mouth of the pan, in case any of the metal should be splashed about from the moisture reaching the fluid metal.
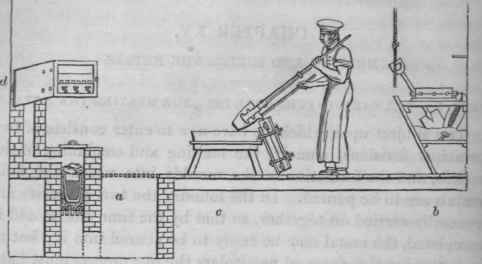
Antimony, copper, gold, silver, and their alloys, are for the most part melted in crucibles within furnaces similar to the kind used by the brass founders, which is represented at a, fig. 138; the entire figure represents the imaginary section of a brass foundry, with the moulding trough, b, for the sand on the side opposite the furnace, the pouring or spill trough, c, in the center, and the core oven d, which is usually built in the wall close against one of the flues, but these matters will be described hereafter.
Fie. 138.
The brass furnace is usually built within a cast-iron cylinder, about 20 to 24 inches diameter and 30 to 40 inches high, which is erected over an ash-pit, arrived at through a loose grating on a level with the floor of the foundry. The mouth of the furnace stands about 8 or 10 inches above the floor, and its central aperture is closed with a plate now usually of iron, although still called a tile; the inside of the furnace is contracted to about 10 inches diameter by fire-bricks set in Stourbridge clay, except a small aperture at the back about 4 or 5 inches square, leading into the chimney.
There are generally three or four such furnaces standing in a row, and separate flues proceed from all into the great chimney or stack, the height of which varies from about twenty to forty feet and upwards, the more lofty it is the greater the draught; every furnace has also a damper to regulate its individual fire.
It is quite essential for constant work to have several furnaces, in order that one or two may be in use, whilst the others lie idle to allow of their being repaired, as they rapidly burn away, and when the space around the crucible exceeds about 2 or 3. inches, the fuel is consumed unnecessarily quick; the furnace is then contracted to its original size with a dressing of road drift and water applied like mortar, the fire is lighted immediately, and urged vigorously to glaze the lining.*
It is also convenient to have several furnaces for another reason, as when a single casting requires more than the usual charge of one furnace, namely, about 40 to 60 lbs., two or more fires can be used. When the quantity of brass to be melted exceeds the charge of three or four ordinary air furnaces, the common blast furnace for iron is sometimes used as a temporary expedient, the practice however is bad, as it causes great oxidation and waste. The greatest quantities of metal, as for large bells, statues and ordnance, amounting sometimes to several tons, are commonly melted in reverberatory furnaces; these are, of course, never required by the amateur, and those who may desire to know their construction will find them described in various works on manufactures and chemistry.
The furnaces used by the gold and silver refiners are in many respects similar to the brass furnace a, fig. 138, but they are built as a stunted wall along one or more sides of the refinery, and entirely above the floor of the same. The several apertures for the fuel and crucible are from 9 to 16 inches square, or else cylindrical, and 12 to 20 inches deep; the front edge of the wall is horizontal, and stands about 30 inches from the ground, but from the mouth of the furnace backwards it is inclined at an angle of about 20 to 40 degrees, so that the tiles, or the iron covers of the furnaces, lie at that angle. A narrow ledge cast in the solid with the iron plates covering the upper surface of the wall, retains the tiles in their position.
The small kinds of air furnaces are of easy construction, but as a temporary expedient almost any close fire maybe used, including some of the German stoves and hot-air stoves, that is for melting brass, which is more fusible than copper; although it is much the most convenient that the fire be open at the top, so that the contents of the crucible may be seen without the necessity for its removal from the fire. Such stoves however radiate heat in a somewhat inconvenient manner, and to a much greater extent than the various portable furnaces, most of which are lined with fire-brick or clay; the lining concentrates the heat and economises the fuel. Many of these portable furnaces answer not only for copper but also for iron, when they have a good draft; it may happen however, that the chemical furnaces are equally as inaccessible to the amateur, as those expressly constructed for the metals.
*Red drift, or the scrapings of too ordinary turpike roads, principally silex and alumina, is often used for the entire lining of the furnace. The refuse sand from the glass grinders, which contains flint glass, is also used for repairing thorn.
Country blacksmiths, who are frequently called upon to practise many trades, sometimes melt from ten to fifteen pounds of brass in the ordinary forge fire, but there is considerable risk of cracking the earthen crucible at the point exposed to the blast; a wrought iron pot is sometimes resorted to, but this is not very enduring, as the brass will soon cause it to burn into holes and leak. The forge, p. 203, may be thus used for a small quantity of brass, but it answers better when provided with the furnace prepared for it, as the blast then enters at the bottom and acts on all parts of the fuel alike. Some years back the blast was almost as commonly used for brass as it now is for iron; in which case the stream of air from the bellows entered beneath the fire-bars in a close chamber, which also served as the ash-pit, just as if the front wall of the furnace a, fig. 138, were continued down to the ground, with only a small hole for the blast. See Appendix, Note Z, page 973, Vol. II.
Continue to:
My Books

