Chucks For Short Objects Fixed Against One Of Their. Surfaces. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chucks For Short Objects Fixed Against One Of Their. Surfaces. Part 3
Fig. 305.
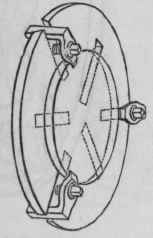
Fig. 306.
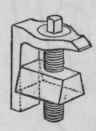
The Surface chuck with clamps, fig. 305, is employed for wood and metal; it has two sets of three radial mortises, in which the clamps are placed at any required distance from the circumference to the center. The clamps fig. 306, are formed of a nut filling the mortise, carrying a binding screw and rectangular clamp, which latter is retained, in both the vertical and horizontal positions, by the sides of the mortise and end of the nut. Fig. 305, serves for all diameters below the largest the chuck will admit, and for all thicknesses not exceeding about one and a half inches; the work may be of circular or irregular shape, and as in all the surface chucks, it can be placed centrally or out of the axis of the lathe.
Fig. 307.
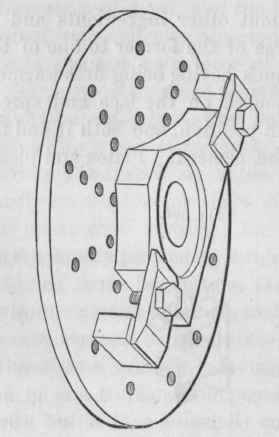
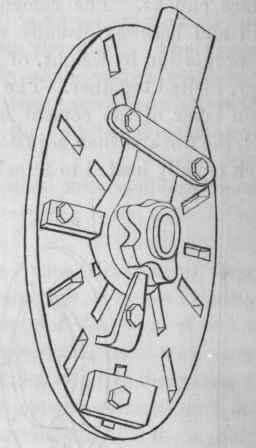
Fig. 308.
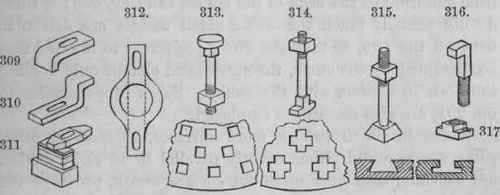
Surface chucks for metal turning are usually of cast metal, and increase in size with the strength of the lathe and the magnitude of the works for which they are employed; their clamps and fixing screws assume a great variety of shapes and dimensions, and these also frequently have to be expressly made to fix work of exceptional form. Works of moderate size, are generally fixed against a plain surface chuck of brass, gun-metal or iron fig. 307; tapped full of holes to receive the screws. The clamps usually bear upon the work by one end, the opposite end being raised upon small blocks of metal or sometimes wood the end way of the grain, varied in number, fig. 311, to suit the thickness of the work. Sometimes the clamps are bent down or cranked, as in figs. 309, 310, which are convenient for turning several pieces of one thickness and dispense with the blocks. Clamps are also made for two bolts, either as straight bars, or with central apertures, figs. 308. 312, for works that have projections or require boring. The holes in all the clamps are elongated, to compensate the difference in radius in the position of the holes in the chuck ; should that be one-inch, the hole in the clamp is lengthened to give it one inch of play upon the bolt; the clamps can then be placed at every distance from the center between one hole and another, that in holding the work they may only cover or block up from the turning tool the smallest portion that will suffice for the grasp.
The larger face chucks for the engineer are usually of iron, either with radial slots fig. 308, or else cast full of square holes, fig. 313; the bolts being forged square beneath their heads to fill the apertures and prevent them turning round when fastened. Similar bolts are used with large face chucks, fig. 308, the mortises upon which are also arranged in groups of four or six, for attaching wheels by their spokes. Surface chucks are occasionally cast with holes in the form of a cross, fig. 314, the oblong head of the bolt drops through the arms of the cross and when screwed up, catches against the angles between them. They are also made with undercut grooves cast in the surface, as in fig. 315, or planed as in fig. 317, the grooves serving either for the heads or the nuts of the fixing bolts. Should the work contain suitable apertures, it is sometimes convenient to dispense with the clamps, fixing by the bolts alone passed through these openings, and holes are sometimes bored in the work for this purpose. Hook bolts fig. 316, with square shanks, are sometimes used within apertures and upon the arms of wheels, and for light purposes conveniently combine the clamp and the screw.
Attachment to the surface chuck by bolts and nuts, is generally ample for all works executed in the foot lathe, and also for many of the larger and heavier works that require more powerful apparatus. In more massive turning, from the great strain exerted this method of fixing is frequently insufficient; in such cases in addition to the clamps it is usual to employ solid stops, placed against arms or other suitable parts of the work. Plugs are driven into the square holes for this purpose, or blocks are fastened on the surface by screw bolts and nuts from the front or the back of the chuck, as in fig. 308; if these do not actually touch the work, small wedges are driven in between the two, so that the whole resistance to the tool may be sustained by the stops, the screws and clamps only holding the work in contact with the chuck. Screw stops similar to fig. 291, are also sometimes employed.
"Works in which two or more surfaces, recesses or other parts, are required either exactly parallel or at right angles, are executed with ease upon the surface chuck, provided the latter be true, and the work be fixed upon it in actual or relative contact. For example, in boring or turning holes at right angles to the surface referred to the chuck, as in the pedestal of the slide rest fig. 308; or in turning shafts or studs, as in the radial arm, fig. 288, the several relations of these parts, whether they be central or eccentric to the general axis of the work, are at once assured without any doubt as to accuracy.
The variety of work to which the surface chuck applies, occasions some difference or choice of manner in which it may be fixed; and in addition to the methods already referred to, the following expedients may be employed. The surface and the two edges of a ring, cannot all be turned at one time when fixed by clamps, which block up a portion of the work from the tool. The ring may be first fixed from the outside, while the inner edge and a portion of the surface are being turned; a second series of clamps bearing upon the finished surface is then fixed from the inside, after which the outer clamps are removed, the outer edge and the remainder of the surface can then be turned exactly concentric with the portion previously finished. All the three surfaces can be turned at one operation, when it is possible to drill and tap three or four holes in the ring, to attach it by screw bolts too short to project through it; the work being reversed to turn the other face. Chucks with radial mortises, fig. 308, are convenient for this purpose, and should the ordinary bolts be too long, they may be temporarily shortened by placing washers beneath their heads at the back of the chuck.
Continue to:
My Books

