Fixed Or Machine Tools For Turning And Planing. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Fixed Or Machine Tools For Turning And Planing. Part 2
The fixed tools for brass and for iron, whether used in the lathe or the planing machine, will be considered in one group, the principal difference is, that the tools for brass present an angle of nearly 90 degrees, the tools for iron an angle of 60, to the superficies to be wrought. Indeed the angles or edges of the cube, may be considered as the generic forms of the tools for brass, and the angles or edges of the tetrahedron, as the generic forms of the tools for iron; that is, supposing the edges or planes of these solids to be laid almost in contact with the line of motion or of the cut, in order that they may fulfil the constant conditions of the paring tools, described at page 462, and again referred to at pages 472 to 474.
The fixed tools for brass and similar alloys resemble, as in hand-turning, the more simple of the hardwood tools, except that they are sharpened a trifle thicker on the edge; they are, however, marly restricted to the point tool, the narrow round tool, and to the side tool, which is represented at j, fig.426. It is ground so that the two cutting edges meet at an angle not exceeding about 80 degrees, that in proceeding into rectangular corners it may clear each face by about five degrees, and it will then cut in either direction, so as to proceed into the angle upon the cylindrical line, and to leave it upon the plane surface, or it may be applied just in the reverse manner without intermission.
When the tool is used for rough work the corner is slightly rounded, but in finishing it is usually quite sharp; and as it differs only some ten degrees from the solid angle of a cube, it is abundantly strong. If the tools acted upon a considerable extent or width of the brass, they would be liable to be set in vibration; but as the paths of the cutters are determined by the guide principle employed, the point fulfils all that can be desired.
The fixed tools for iron, present more difficulties than the generality of the foregoing kinds; first, the edges of the tools arc thinner, and more interfered with in the act of grinding, as the vertical height of the cutting edge is reduced when either face of the wedge is ground; and secondly, they are exposed to far more severe strains from the greater hardness of the material, and the less sparing manner in which it is reduced or wrought, owing to its smaller price and other circumstances; and there-fore, the most proper and economic forms of the tools for iron are highly deserving of attention.
The fracture of a tool when it is overloaded, commonly points out the line of greatest resistance or strain. The tool fig. 429, on next page, although apparently keen, is very weak, and it is besides disposed to pursue the line at which its wedge-formed extremity meets the work, or to penetrate at an angle of some 30 degrees (see page 462). Figure 429, would probably break through a line drawn nearly parallel with the face a b, of the work under formation; that portion should therefore be made very nearly parallel with a b, the line of resistance, in order to impart to the tool the strength of the entire section of the steel; so that should it now break, it would have a much longer line of fracture. The tool thus altered is very proper for brass, an alloy upon which acute tools cannot be favourably employed.
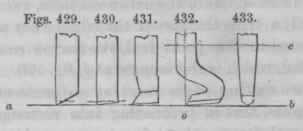
But with the obtuse edge of fig. 430, other metals will be only removed with considerable labour, as it must be remembered the tool is a wedge, and must insinuate itself as such amongst the fibres of the material. To give the strengthened tool the proper degree of penetration, the upper face is next sloped as in 431, to that angle in which the minimum of friction and the maximum of durability of the edge most nearly meet; and which, for iron, is shown to be about 60 degrees, as in the triangular tool fig. 409. The three planes of pointed tools for iron, meeting at 60 degrees, constitute the angle of the tetrahedron, or the solid with four equilateral planes, like a triangular pyramid, the base and sides of which are exactly alike.
But the form of 431 would be soon lost in the act of grinding; therefore to conclude, the tool is made in the bent form of fig. 432, in which the angles of 431 are retained, and the tool may be many times ground without departing from its most proper form. This is in effect extending the angle of the tetrahedron, into the triangular prism ground off obliquely, or rather, as seen in the front view fig. 433, into a prism of five sides, the front angle of which varies from 60 degrees to 120 degrees, and is slightly rounded, the latter being most suitable for rough work, sometimes the front of the prism is half-round, at other times quite flat, these forms are shown in fig. 439.
The extremities of figs. 431 and 432, approach very closely to the form of the graver, used for engraving on steel and copperplates, than which, no instrument works more perfectly. The slender graver, whether square or lozenge, is slightly bent, and has a flattened handle so that the ridge behind the point may lie so nearly parallel with, and so completely buried in, the line or groove under formation, as to be prevented or checked, by the surface contact, from digging into the work. This is another confirmation of the fact, that the line of penetration is that of thelower face of the cutter or wedge, or that touching the work.
In adopting the crank-formed tools 432, the principle must not be carried into excess, as it must be remembered, we can never expunge elasticity from our materials, whether viewed in relation to the machine, the tool, or the work.
The tool should be always grasped as near the end as practicable, therefore the hook or crank should occupy but little length; as the distance from the supposed line of the fixing screw c, to the edge of the tool, being doubled, the flexure of the instrument will be fourfold; when trebled, ninefold; in fact as the square. And also as the flexure may be supposed to occur from near the center of the bar, (that is neglecting the crook,) the point of the tool should not extend beyond the central line o; otherwise when the tool bends, its point would dig still deeper into the work from its rotation on the intersection of c and o; the point situated behind the central line would spring away from, or out of, instead of into the work. To extend the wear of the cranked tools, they are commonly forged so that the point is nearly level with the upper surface of the shaft, as in fig. 438; they then admit of being many times ground before they reach the central line, and they are ultimately ground, always at the end of the prism and obliquely,) until the hook is entirely lost. This avoids such frequent recurrence to the forge fire, but it is a departure from the right principle, to allow the point to a extend beyond the center line o. - See Appendix,
Continue to:
My Books

