Internal Hemisphere In Hardwood
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Internal Hemisphere In Hardwood
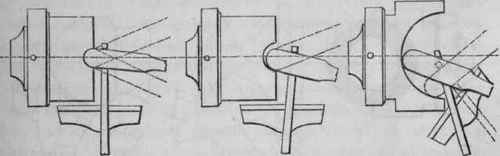
All dimensions of the hardwood internal hemisphere, may be produced with the round tool fig. 392. The smallest do not usually require much accuracy, and these little cavities may be made as counterparts of a round tool, the width of their diameter. The tool is held upon the armrest, with its cutting edge exactly to the height of center, and the first penetration made with the shaft at a small horizontal angle, fig. 434 ; afterwards, the tool is made to swing upon its edge in both directions about as far as the dotted lines. The round cutting edge moving upon itself, produces a smoother hollow and prevents any inaccuracy in the curve to which it may have been ground, from being reproduced in the work. Hemispheres a little larger than the tool, fig. 435, are turned in the same manner, but the tool touching only one side of the hollow, can be moved with greater freedom.
Fig. 434. Fig. 435. Fig. 436.
Larger internal hemispheres are roughly hollowed out with the gouge, as used for the internal cylinder, and finished with a large round tool freely swept around the curve to and from the center; the finishing or smoothing cuts, being all taken from the center outwards. The tool is held in the horizontal manner, the shaft at a small vertical angle, with the rest fixed sufficiently high to cause the traverse of the cutting edge to be about radial. Its radial position should be exact at the center, to avoid leaving the slight projection which follows in all surface turning, when the cutting edge of the tool is either above or below the center of the work.
A thin accurately turned ring or plate of wood, fig. 437, marked with a diametrical line, its external diameter the same as that of the required hemisphere, is used from time to time to gage its truth. Applied edgewise within the cavity, it detects those portions of the curve that are too prominent and prevent its complete entry, and also those at which the curve has been turned away below the true line. The former are gradually corrected, until the curve in the work exactly agrees with the gage; to correct the latter the entire curve has to be turned deeper, to the greatest depth the tool has any where entered upon it, and the face of the work then reduced to agreement with the diametrical line on the gage.
Fig. 437. Fig. 438. Fig. 439.

Concave curves upon the cylinder, such as fig. 438, are allied, being produced in the same manner, except that the tool is supported on the hand rest. The thin ring or plate, fig. 437, of suitable size, but usually without the diametrical line, is again advisedly used to gage the path of the tool, upon all such curves as are portions of circles; the accuracy of the curvature thus attained, as mentioned later, being a considerable element in beauty of form. The reverse, convex forms fig. 439, like the sphere, are produced with tools having rectilinear edges, which in cutting, as indicated by the dotted lines, are also always tangents to the curve under formation. The acting portion of the cutting edges of the round tools, occupy a similar relative position to the concave curve during all parts of their traverse. Curves greater than the internal hemisphere are commenced with the gouge and round tool, but the latter soon requires to be supplemented by the inside tools, figs. 400 to 403, with which the curve is continued in the returned or undercut portions.
Continue to:
My Books

