Less Common Or Specific Applications Of Circular Saws To Large Works. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Less Common Or Specific Applications Of Circular Saws To Large Works. Part 3
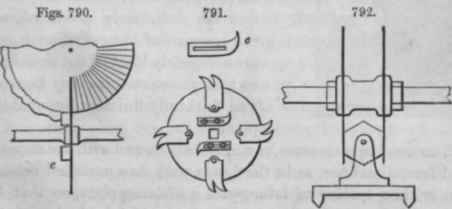
The account further states that ordinary steel saws, toothed all round as usual, were found to heat and choke when thus employed, on account of their being so deeply buried in the wood, the inventor, therefore, contrived what he termed sectional teeth, shown in fig. 791. An iron plate of one-eighth of an inch thick had four dovetail notches, fitted with four pieces of steel, each of which constituted two teeth in the form of the "hawk's bill," the paucity of teeth was compensated for by giving the spindle a velocity of 1000 to 1100 turns per minute, and the saw is said to have penetrated with facility eight inches deep into white Canada oak. The radial boards are described to be, (as explained in the former volume,) much less liable to split in shrinking than those cut out in the ordinary way.*
A mode, somewhat resembling the above, for cutting hexagonal blocks for wood pavement, has been recently proposed by Messrs. Randolph, Elliot, & Co., of Glasgow, and is illustrated by fig. 792. In this case, two saws are employed on the same horizontal spindle, and the headstocks, which are of iron and just like those of a lathe, pass exactly between and beneath the saws, which thus produce two parallel cuts at once. The round timber being shifted twice, and one-third of the circle each time, becomes an exact hexagonal prism, three or four feet long, and is afterwards cross-cut into the proper lengths.†
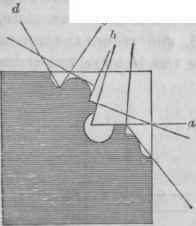
Professor Willis is in the habit of using the circular saw for blocking out Gothic and othermould-ings, for the illustration of architectural science. For example, if in the moulding, fig. 793, the several cuts are made that are denoted by the surrounding lines, the fillet and chamfers are definitively produced, and the margins of the curvilinear parts are accurately blocked out or defined, so that the mouldings may be easily and faithfully finished by moulding planes. The wood in such cases, is marked at one end with the sectional and formation lines, as in the figure, and then mounted between centers in a species of lathe, with a dividing plate, so that the line a, first becomes horizontal. The saw, which is also horizontal, is attached to a kind of slide-rest, with three adjustments; a vertical and a lateral adjustment, to adapt the saw also to line am anda longitudinal adjustment, by which the saw is then traversed the entire of the moulding. moulding. The work is then adjusted on its axis by the dividing plate, until b becomes horizontal, and the saw having been as before adjusted to b, is swept the length of the moulding, and the two incisions remove the angle of the square block. The cuts c and d, similarly treated, remove another portion of the wood that is in excess, and so on to the end; all the cuts thus made become strictly parallel, or in prismatic relation to one another.
Fig. 793.
* The full description of this machine, with figures, is transcribed from Professor Silliman's American Journal of Science and Art, into Gill's Technological Repository, 1822, vol. ii. page 217.
† Practical Mechanic and Engineer's Magazine. Glasgow, 1843, p .57.
When the mouldings run on to a chamfered base or plinth, which commonly occurs in Gothic architecture, the plinth is first of all removed by a transverse and oblique incision of the saw, after which the mouldings are made, and finally the removed plinth is replaced without alteration, and the work is complete.
10. Sawing works, in which the angular variations are in both the horizontal and vertical planes. - All the observations and instructions given in the former and corresponding subdivision, are in truth applicable to large saw-benches; but the machine now to be described is more suitable to large works of this class.
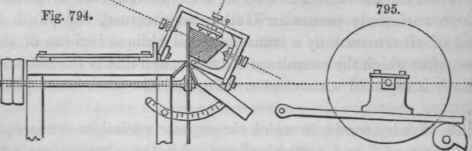
In Mr. Donkin's saw-bench, fig. 794, the half of the platform in front of the saw is hinged like the flap of a table, and has quadrants, somewhat after the manner of the sketch, by which it may be fixed for cutting any bevils within its range. The parallel rule is available for setting out the widths of the works; and the saw is mounted upon a swing-frame of cast-iron, shown separately in fig. 795. So that the quantity the saw projects through the table, as for sawing rebates, can be regulated by a cam c, upon which the one end of the swing-frame rests.
In cutting small bevilled works, such as those for the wooden cogs of cast-iron mortise wheels, and various other pieces, Mr. Dunkin employs a supplementary carriage, running upon three iron rollers, and guided by the hands against the parallel rule. An idea of the carriage is also conveyed by fig. 794. It is made in cast-iron, and rectangular, but deficient of the half of the lower side; and carries a center screw, a dog or prong chuck, and a dividing plate, much as in a lathe; but the axis of these parts, although sometimes horizontal, is generally vertical.
800 donkin's saw machine, curvilinear sawing.
The small pieces of wood are cut out square as usual, but somewhat too large; they are then grasped between the dog and center screw. If the pieces are parallel or prismatic, the saw-table remains horizontal as usual; if the pieces are taper or pyramidal, the table is inclined, and which throws the guiding carriage to any required obliquity. The parallel rule is next adjusted to enable the saw to cut the first side; and should the object have four, six or more sides, the dividing plate is brought into requisition, for giving the four or more angular positions. The parallel rule determines the respective distances of each side from the axis on which the work is shifted.
In this ingenious manner, by the changing of the horizontal and vertical angles, by the adjustment of the parallel rule, and by the projection of the saw through the platform, almost any piece, having plane surfaces, may be sawn; and the settings once adjusted, an unlimited number of similar pieces may be produced, as it is only necessary to make the first cut, throughout every piece of the entire number, then the second cut throughout the whole, the third, and so on. This is accomplished by leaving every adjustment undisturbed whilst the first cut is repeated throughout all the pieces, except the removal of the one block of wood from between the centers and the insertion of the next, and so on with each of the succeeding cuts. The indentations made by the center screw and dog, ensure the similitude of position throughout the entire operation.
Continue to:
My Books

