Moulding Planes. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Moulding Planes. Part 2
As all the imperfections in the actions of moulding-planes occur at the vertical parts, there is a general attempt to avoid these difficulties by keeping the mouldings flat or nearly without vertical lines. For example, concave and convex planes, called hol-lows and rounds, include generally the fifth or sixth, sometimes about the third of the circle; and it is principally in the part between the third and the semicircle that the dragging is found to exist; and therefore, when a large part of the circle is wanted, the plane is applied at two or more positions in succession.
In a similar manner large complex mouldings often require to be worked from two or more positions with different planes, even when none of their parts are undercut, but in which latter case this is of course indispensable. And in nearly all mouldings the plane is not placed perpendicularly to the moulding, but at an angle so as to remove all the nearly vertical parts, as far towards the horizontal position as circumstances will admit.
* The above forms of cutters suggested for mouldings, are each applicable to most mouldings, but from their nature they are too troublesome for ordinary use.
For instance, we may employ a cutter such as 347, the lower surface of which, as in 350, is the astragal or any other moulding, the general slope or chamfer, will cause the tool to cut at the fillets and at c, which parts are horizontal; but the lines of the mouldings, which are vertical, require the tool to be fluted to obtain the horizontal angle, x, shown in dotted lines in 351, and there is all the inconvenience of the nearly horizontal position of the spokeshave iron.
The iron, when sloped at the accustomed angle of pitch, requires to be convex for a convex moulding, and to be sharpened behind; and by the converse, for a concave moulding the tool must be also concave and sharpened in front, and all vertical lines in the moulding require the cutter to be fluted as in fig. 351, at x. Mixed or flowing mouldings will require, on the same principle, the cutter to have nearly the sections of the mouldings, and to be sharpened always in front, in the spokeshave form of iron; but partly in front and partly behind in the sloping irons; but these conditions are far too complex except in some favourable cases. The cutters are always made flat on the face, and to lessen the difficulty, the mouldings are drawn shallow, with but few or no vertical parts, or else they are wrought by two or more different planes.
Thus the plane for the moulding, fig. 352, would have its stock perpendicular to the dotted line a b, connecting the extreme parts of the moulding, the angular deviation being generally called the spring. The spring is also partly determinedby the position vhich is most favourable to the maintenance of the form of the cutter in sharpening it; as the obliquity of the sole of the plane causes the cutter, when advanced through it, also to shift sideways, and cause a disagreement between their figures.
In the act of working, or as it is called in sticking the moulding, the wood is always first accurately squared to its dimensions to serve as a guide, and it is then sometimes roughly bevelled nearly to the line a b; the plane is applied in the dotted position, the blank edge o, of the plane, rests against the edge of the prepared wood, and determines what is called the "on" of the moulding, that is, how far the plane can proceed upon the wood; and the planing is continued vertically until the blank edge d stops the further action, or determines the "down," by resting upon the solid wood beneath it. In some cases where the planes are unprovided with fences or blank edges, or that they are applied in places where fences in the ordinary form are inapplicable, a slip of wood is nailed down for their guidance, as in fig. 334, page 485.
Wide moulding planes have been occasionally worked by two individuals, one to guide and thrust as usual, the other to pull with a rope. The top iron is however absent from the whole of the group, if we except the capping plane used for the upper surfaces of staircase rails, which are faintly rounded. The absence of the top iron is partly compensated for by the pitch of moulding planes being as stated on page 482, about 10 degrees more upright than in bench planes for the same materials. The angles and edges of many of the small planes are box slipped, that is, slips of boxwood arc inlaid in the beech-wood, in order that the projecting edges or the quirks may possess greater durability.
Fig. 352.

494 cabinet-maker's bench.
sect. iv. - remarks on the bench, and use of the plane.
It is not the present intention to resume the consideration of the joiner's planes in this work, it therefore appears desirable before quitting the subject to add a few instructions respecting the modes of keeping them in order, and of using them, in which some kind of bench or support for the work is always required.
The benches are made in various ways, from a few rough boards nailed together, to the structure shown in fig. 353, which represents one of the most complete kind of cabinet-makers' benches, carefully connected by screw-bolts and nuts: its surface is a thick plank planed very flat and true, with a trough to receive small tools, without interfering with the surface of the bench.
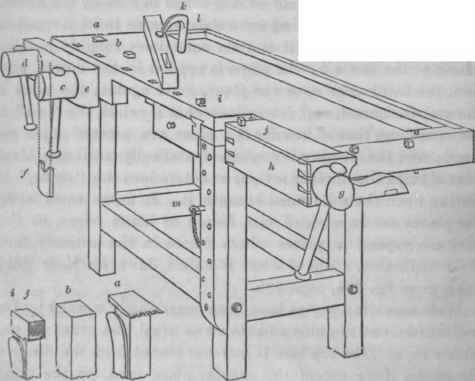
Fig. 353.
The wood to be planed is laid on the bench, and is stayed by an iron bench-hook a, which is fitted in a mortise, so that it may be placed at any required elevation, or flush with the surface of the bench. The bench-hook has teeth projecting from its face, intended to stick into the wood, and retain it from moving sideways; but to avoid the injury which would be inflicted by the teeth on nearly finished works, there is also a square wooden stop b, fitted tight into a square mortise. These are shown removed, and on a much larger scale, at the foot of the engraving, the same letters of reference being repeated.
Continue to:
My Books

