On Cutting External Screws, With Screw Dies, Etc. Part 5
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
On Cutting External Screws, With Screw Dies, Etc. Part 5
* See Trans. Soc of Arts, vol. xliii., p. 127; this scheme is referred to likewise in the foot-note on page 581 of this volume.
Some methods of making the same taps and dies, serve for cutting either right or left-hand screws, will be found in Trans. Soc. of Arts, vol. xli., p. 115; Manuel du Tourneur, vol. i, plate 23; and Mechanic's Magazine, 1836, vol. xxv., p. 370. These contrivances appear, however, to possess little or no value.
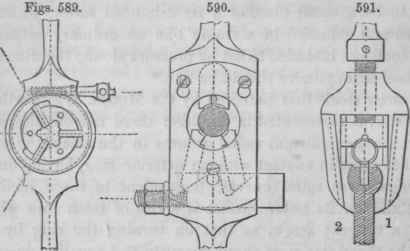
The last screw stock that will be here noticed is Mr. G. Bodmer's of Manchester, for which he also has obtained a patent. It is seen that the one die embraces about one-third the screw, the other is very narrow; the peculiarity of this construction is that a circular recess is first turned out of the screw stock, and a parallel groove is made into the same, the one handle of the stock, (which is shaded,) nearly fills this recess, and receives the small die. If the handle fitted mathematically true, it is clear it would be immovable, but the straight part of the handle is narrower than the width of the groove; when the stock is turned round, say in the direction from 2 to 1, the first process is to rotate the handle in the circle, and to bring it in hard contact with the side 1, this slightly rotates the die also, and the one corner becomes somewhat more prominent than the other. When the motion of the stock is reversed, the handle leaves the side 1, of the groove, nod strikes against the other side 2, and than the opposite angle of the die becomes the more prominent; and that without any thought or adjustment on the part of the workman, as the play of the handle in the groove 1, 2, is exactly proportioned to cause the required angular change in the die.
The cutting edges of the die act exactly like turning tools, and therefore they may very safely be Devilled or hooked as such; as when they are not cutting, they are removed a little way out of contact, and therefore out of danger of being snipped off, or of being blunted by hard friction. The opposite die affords during the time an efficient guidance for the screw, and the broad die is advanced in the usual manner, by pressure screw made in continuation of the second handle of the diestoek; the dies are kept in their places by a side plate, which is fitted in a chamfered groove in the ordinary manner.
There is less variety of method in cutting external screws with the diestocks, than internal screws with taps, but it is desirable, in both cases, to remove the rough surface the work acquires in the foundry or forge, in order to economise the tools; and the best works are either bored or turned cylindrically to the true diameters corresponding with the screwing tools.
The bolt to be screwed is mostly fixed in the tail vice vertically, but sometimes horizontally, the dies are made to apply fairly, (see foot-note, page 601,) and a little oil is applied prior to starting. As a more expeditious method suitable to small screws, the work is caused to revolve in the lathe, whilst the die-stock is held in the hand; and larger screws are sometimes marked or lined out whilst fixed in the vice, the principal part of the material is then removed with the chasing tool or hand-screw tool, fig. 405, p. 519, and the screw is concluded in the diestocks. In cutting up large screw bolts, two individuals are required to work the screw stocks, and they walk round the standing vice or screwing clamp, which is fixed to a pedestal in the middle of the workshop.
For screwing large numbers of bolts, the engineer employs the bolt-screwing machine, which is a combination of the ordinary taps and dies, with a mandrel, driven by steam power. In the machine invented by Mr. Fox, the mandrel revolves, traverses, and carries the bolt, whilst the dies are fixed opposite to the mandrel; or else the mandrel carries the tap, and the nut to be screwed is grasped opposite to it. In the machine invented by Mr. Roberts, the mandrel does not traverse, it carries the bolt, and the dies are mounted on a slide; or else the mandrel carries the nut, and the tap is fixed on the slide. The tap or die gives the traverse in every case, and the engine and strap supply the muscle; of course the means for changing the direction of motion and closing the dies, as in the hand process, are also essential.*
Mr. Roberts' screwing table is a useful modification of the bolt machine, intended to be used for small bolts, and to be worked by hand. The mandrel is replaced by a long spindle running loosely in two bearings; the one end of the spindle terminates in a small wheel with a winch-handle, the other in a pair of jaws closed by a screw, in other respects like fig. 85, p. 201, vol. I. The jaws embrace the head of the bolt, which is presented opposite to dies that are fixed in a vertical frame or stock, and closed by a loaded lever to one fixed distance. In tapping the nut, it is fixed in the place before occupied by the dies, and the spindle then used, is bored up to receive the shank of the tap, which is fixed by a side screw. This machine ensures the rectangular position of the several parts, and the power is applied by the direct rotation of a hand wheel.
It will be gathered from the foregoing remarks, that the die-stock is an instrument of most extensive use, and it would indeed almost appear as if every available construction had been tried, with a general tendency to foster the cutting, and to expunge the surface friction or rubbing action; by the excess of which latter, the labour of work is greatly increased, and risk is incurred of stretching the thread.
• See Buchanan's Mill Work, by Rennie, 1841. Plates 38 to 38 c.
In Wright's Patent Machine for makiug "wood screws" for joinery work, the traverse of the mandrel is assisted by a screw guide of the same degree of coarseness as the fixed dies, and the blanks are advanced to the latter through the hollow mandrel, at the end of which they are retained by nippers, until the machine has screwed the former, and supplies a new blank. In a former machine the traversing mandrel and a fixed turning tool were used; the thread is cut from base to point, whilst the screw is supported in a back stay. For other modifications, see Lardner's Cyclopedia, Manufactures in metal, vol. i., pp. 201 - 9.
Continue to:
My Books

