Patents. Part 13
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Patents. Part 13
The one inclined position has been represented in the plan, fig. 985, and in this case the point of the cutter lies in a very favourable position for turning either cylindrical or plane surfaces, as the cutter stands in advance of the stock, and may proceed into an internal angle, such as the joining of a mass composed as it were of two cylindrical blocks of different diameters. The tool when simply bevelled, or ground with one chamfer, will not perfect the inner angle of the work on both faces, but which may be done if the tool is ground with two faces, or as a pointed tool meeting at an angle a little less than 90°.
The figure also represents a very useful addition, applicable to all the tool-holders and slide-rests for metal turning, namely a little eye-shade, which is no more than a small piece of window glass, attached either to the tool-holder or any part of the rest, in a spring clamp which retains it at about an inclination of 40 or 50 degrees, so as to be nearly at right angles to the line proceeding from the point of the tool to the eye of the workman, which it effectually shields from injury. This simple contrivance, which may be readily added to any slide-rest, enables the workman narrowly to inspect the course and progress of the tool, and yet defends his eye completely from the shavings.
Fig. 986 represents the perspective view, and fig. 987 the end view, (full size,) of
Mr. Babbage's tool-holder for internal works, and the small parts are shown detached, also full size.
The cutters c are short pieces cut off from a bar of steel, fluted in the planing machine, to give that which Mr. Bab-bage has described as the angle of relief, and they are sharpened almost exclusively at the end, nearly square across or slightly chamfered or rounded at the corner. This tool-holder is made of steel, the end is turned cylindrical, and a cleft is sawn with a thick circular cutter or saw, down one side nearly to the axis, and entirely across the end to the depth of about one diameter and a half.
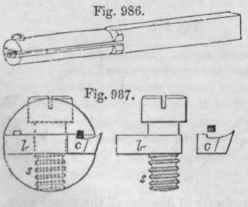
In the end view fig. 987, c represents the cutter, 6 the block against which the cutter rests, and s the screw that passes through 6, and holds the several parts in contact. The tool may be made to cut on the right or left hand side at pleasure, as c and b each reverse. To enable the cutter to resist being drawn out, by the force of the cutting action, the email square wire, represented black, is added, this square wire fits a groove planed out in the tool-holder, and lies in the flute of the cutter so an to secure it.
In this internal cutting tool as in all others of similar kind, a hole must be drilled or otherwise mode in the work to admit the shaft of the tool, before it con be used, and from the contracted measure of the tools used for turning the inner surfaces of smallapertures,themostsuitableangles cannot be generally given to the internal tools.
Figs. 988 and 989 represent in the entire and dissected states, one of several tools contrived by Mr. Bsbbage, for turning wood by means of the slide rest A small part of the end of the gun metal tool-holder is inclined to the stem and the extreme end is filed convex to fit the concave side of the gouge c, which is ground on the outside, exactly as usual with a gouge used by hand. The cutter is retained by means of the strap d, which embraces the cutter, and also two little blocks a, and b fitted together with a chamfered joint, so that the middle piece which is carried down by the central binding screw, acts as a powerful wedge, and fills out the space within the loop, consequently the tool is grasped with considerable firmness against the rounded end of the holder, even when the pressure of the screw is very moderate. The screw requires a groove below its head, and the wedge b, a corresponding pin or key, that it may be raised to release the tool when the screw is unwound.
Figs. 988.
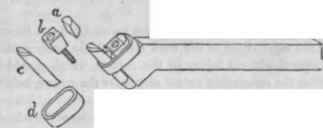
989.
990.

In some of these tools the cutter is circular as a gouge, in others straight as a chisel, or angular as a pointed tool, and of these three varieties, some have bent shats Lifts the ends of which not only dip downwards, as shown in the side views figs. 988 and 989, but are also inclined horizontally at an angle of 45o as in fig. 990, in order to produce the same effect as the inclined position of fig. 985, and enable the same tool to serve alike for turning cylindrical or piano surfaces at the one fixing. The whole of these cutters for wood act in a vigorous and efficient manner.
I shall now say a few words on Mr. Babbage's notions of the employment of cutting tools with many points, so that the work may be equally divided among all the points.
The moat simple case quoted by Mr. Babbage, is that of the screw tap, in which to carry out his principle, he cuts 6 or 7 longitudinal grooves instead of three only, the faces of which grooves are- undercut or inclined to the radius, although not fully to the approved angle of 27°, they more resemble those taps called by workmen original taps, shown in figures 550 and 551, page 591, but they nevertheless answer for tapping and screwing the finer class of work, as they produce true threads and work freely. The circular tops of the threads are as usual a little cleared with the file, unto near the cutting points, and in the larger sizes of these taps the flutes are undercut to admit of their being sharpened on a revolving lap. Another example quoted by Mr. Babbage is that of Messrs. Whitworth's key-way cutter, for making the internal grooves in the holes of wheels, for the keys by which they are fixed upon their cylindrical shafts. The cutter is a cylindrical rod of steel, through which are made about ten or a dozen rectangular mortises, placed at equal distances and in a right line. Every mortise is fitted with a small steel cutter, the sides of which are made exactly true in the engineer's planing machine; the first cutter is sharpened so as scarcely to project beyond the surface of the cylindrical bar, the second projects a little more than the first, and so on to the last, the projection of which equals the full depth of the key-way. When used, the bar is first put into the hole of the wheel, and which it should exactly fit, and the bar is steadily pushed quite through the hole of the wheel or pulley, by aid of the steady movement of an appropriate screw press.
Continue to:
My Books

