Section II. - On Originating Screws
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - On Originating Screws
It appears more than probable, that in the earliest attempts at making a screw, a sloping piece of paper was cemented around the iron cylinder; this oblique line was cut through with a stout knife or thin-edged file, and was then gradually enlarged by hand until it gave a rude form of screw. Doubtless, as toon as the application of the lathe was generally known, the work was mounted between centers, so that the process of filing up the groove could be more easily accomplished, or a pointed turning tool could be employed to assist. Such, in fact, is one of the modes recommended by Plumier, for cutting the screw upon a lathe-mandrel for receiving the chucks, even in preference to the use of the die-stocks, which he urged were liable to bend the mandrel in the act of cutting the screw.*
Nearly similar modes have been repeatedly used for the production of original screws; one account differing in several respects from the above, is described as having been very successfully resorted to, above fifty years back, at the Soho works, Birmingham, by a workman of the name of Anthony Robinson, before the introduction of the screw-cutting lathe.
The screw was seven feet long, six inches diameter, and of a square triple thread; after the screw was accurately turned as a cylinder, the paper was cut parallel exactly to meet around the same, and was removed and marked in ink with parallel oblique lines, representing the margins of the threads; and having been replaced on the cylinder, the lines were pricked through with a center-punch. The paper was again removed, the dots were connected by fine lines cut in with a file, the spaces were then cut out with a chisel and hammer and smoothed with a file, to a sufficient extent to serve as a lead or guide.
The partly-formed screw was next temporarily suspended in the center of a cast-iron tube or box strongly fixed against a horizontal beam, and melted lead mixed with tin was poured into the box to convert it into a guide nut; it then only remained to complete the thread by means of cutters fixed against the box or nut, but with the power of adjustment, in fact in a kind of slide-rest, the screw being handed round by levers †.
Another very simple way of originating screws, and which is sufficiently accurate for some purposes, is to coil a small wire, around a larger straight wire as a nucleus; this last is frequently the same wire, the one end of which is to be cut into the screw. The covering wire, whose diameter is equal to the space required between the threads of the screw, is wound on close and tight, and made fast at each end. The coiled screw, being enclosed between two pieces of hard wood, indents a hollow or counterpart thread, sufficient to guide the helical traverse, and a fixed cutter completes this simple apparatus. See Appendix, Note B K, page 1010.
* L' Art du Tourneur, by Plumier, 1701, pages 15 - 19.
† This mode, which is described in Gill's Tech. Repos. vol. vi. p. 261, is said to have excited at the time great admiration from its success. It is probable a gun-metal nut was cast upon this screw for use, after the screw was finished.
Common screws, for some household purposes, have been made of tinned iron wire; two covering wires are rolled on together, the one being removed leaves a space such as the Ordinary hollow of the thread, and when these screws arc dipped in a little melted tin, the two wires become sold
Other modes have been resorted to for making original screws, by indenting a smooth cylinder, with a sharp-edged cutter placed across the same at the required angle; and trusting to the surface or rolling contact, to produce the rotation and traverse of the cylinder, with the development of the screw. In the most simple application of this method, a deep groove is made along a piece of board, in which a straight wire is buried a little beneath the surface; a second groove is made, nearly at right angles across the first, exactly to fit the cutter, which is just like a table knife, and is placed at the angle required in the screw. The cutter when slid over the wire, indents it, carries it round, and traverses it endways in the path of a screw; a helical line is thus obtained, which, by cautious management may be perfected into a screw sufficiently good for many purposes.
The late Mr. Henry Maudslay employed a cutter upon cylinders of wood, tin, brass, iron, and other materials, mounted to revolve between centers in a triangular bar lathe; the knife was hollowed to fit the cylinder, and fixed at the required angle on a block adapted to slide upon the bar; the oblique incision carried the knife along the revolving cylinder. Some hundreds of screws were thus made, and their agreement with one another was in many instances quite remarkable; on the whole he gave the preference to this mode of originating screws.*
Mr. Allan's apparatus for originating screws for astronomical and other purposes is represented in plan in fig. 530, in side elevation in fig. 5.31, and 532 is the front elevation of the cutter-frame alone. The piece intended for the screw, namely, a a fig. 530, is turned cylindrical, and with two equal and cylindrical necks; it is supported in a metal frame with two semi-circular bearings, b b, which are fixed on a slide moved by an adjusting screw c; speaking of the apparatus the inventor says:
* The reader is also referred to the Trans. Soc. of Arts, vol. xlii., page 127, for the description of Mr. Walsh's method of making original screws by rolling contact, or with a short screw mounted as a milling-tool, to act only by pressure, (see also figs. 587 and 588, page 804 of this volume,) the method appears, however, to be circuitous, difficult, and very questionable. The instrument, fig. 80, page 124, vol. i, for cutting snakes in horn, is virtually an originator of screws.
Allan's apparatus.
"The instrument generates original screws perfectly true, of any number of threads, and right or left handed. In this case, the stock and cutter are made as in figs. 530, 531, and 532; the back of the stock is made into the segment of a circle, s; and the top of the cutter is continued into an index, t. The cutter is a single thread, and moves on its edge, v, as a center. This must fit true, and the stock fit close to the cutter, to keep it perfectly steady: u, it, two screws, to adjust and fasten the cutter to any required angle. The cutter should be rather elliptical, for it is best to fit well to the cylinder at the greatest angle it will be ever used. When one turn has been given to the cylinder, fig. 530, a tooth, w, is put into the cut, and screwed fast; this tooth secures the lead, and causes every following thread to be a repetition of the first; and, though it might do without, yet this is a satisfactory security." *
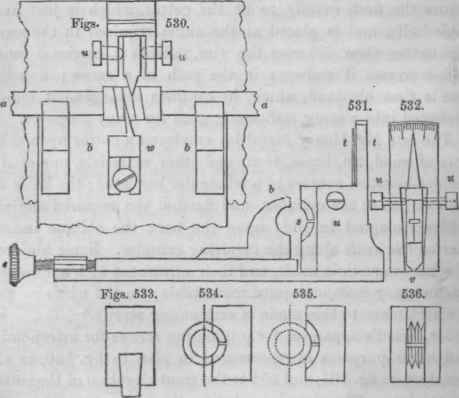
* See Trans. Soc. of Arts, 1816, vol. xxxiv., p. 206. The engravings are copied from figs. 6 to 12 of plate 23. An instrument based on the same general plan is described in the Mech. Mag., 1836, vol. xxv., p. 377; but it is greatly inferior to the above.
In cutting ordinary screws, the dies, shown separately in figs. 533 to 536, the consideration of which is for the present deferred, take the place of the oblique cutter in the former figures.
The screw is also originated, by traversing the tool in a right alongside a plain revolving cylinder. Sometimes the tool has mans points, and is guided by the hand alone; at other times the tool has but one single point, and is guided mechanically so as to proceed, say one inch or one foot in a right line, whilst the cylinder makes a definite number of revolutions. The tool is then traversed either by a wedge placed transversely to the axis, by a chain or metallic band placed longitudinally, or by another screw, connected in various ways with the screw to be produced, by wheel-work and other contrivances.
It would be injudicious to attempt at this place the explanation of these complex methods of originating screws; some of them will, however, be introduced in the course of this chapter, whilst, for greater perspicuity, others will be deferred unto its latter pages. The next section will be now proceeded with, on the supposition that a screw of fair quality has been originated by some of the means referred to.
Continue to:
My Books

