Section II. - Turning Tools For Soft Wood
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Turning Tools For Soft Wood
Angle 20° to 30°. - Figures generally half-size.
The tools most generally used for turning the soft woods, are the gouge and chisel, figs. 362 to 365, wherein they are shown of one-fourth their medium size; they vary from one-eighth to two inches wide; and as they are never driven with the mallet, they do not require the shoulders of the carpenter's tools, they arc: also ground differently. The turning-gouge is ground externally and obliquely, so as to make the edge elliptical, and it is principally the middle portion of the edge which is used; the chisel is ground from both sides, and with an oblique edge, and figs. 366 and 367 represent the full thickness of the chisel and its ordinary angles, nam< l\, about 25 to 30 degrees for soft, and 40 for hard woods. The gouges and chisels wider than one inch arc almost invariably fixed in long handles, measuring with the blades from 15 to 21 inches; the smaller tools have short handles, in all from 8 to 12 inches long.
Fig. 360 shows the position of the gouge in turning the cylinder; the bevil lies at a tangent, and the tool generally rests on the middle of the back, or with the concave side upwards, the extremity of the handle is held in the right hand close to the person, and the left hand grasps the blade, with the fingers folded beneath it, and in this manner the gouge is traversed along the cylinder.
Figs. 362.





367.

For turning the flat surface, the gouge is supported on its edge, that is, with the convex side towards the plane of the work, and with the handle nearly horizontal, to bring the center of the chamfered edge in near coincidence with the plane; the tool is inclined rather more than the angle at which its chamfer is ground, and it is gradually thrust from the margin to the center of the work.
The gouge is also used for hollow works, but this application is somewhat more difficult. For the internal plane, the position is almost the same as for the external, except that the blade is more inclined horizontally, that it may be first applied in the center, to bore a shallow hole, after which the tool is traversed across the plane, by the depression of the hand which moves the tool as on a fulcrum, and it is also rotated in the hand about the fourth of a circle, so that in completing the margin, or the internal cylinder, the tool may lie as in fig. 360, but with the convex instead of the concave side upwards as there shown. In figs. 368 and 370 are represented the plans, and in 369 and 371 the elevations, of the hook-tools for soft wood, which may be called internal gouges; they differ somewhat in size and form, the blades are from 6 to 12 inches long, the handles 12 to 15. They are sharpened from the point around the hook as far as the dotted lines, mostly on one, sometimes on both sides, as seen by the sections. The hook tools follow very nearly the motion of the gouge in hollowing, the rest is placed rather distant and oblique; the tool is moved upon it as a fulcrum, and it is also rotated in the hand, so as always to place the bevil of the tool at a very small inclination to the tangent. The finishing tools used subsequently to the gouges or hooktools have straight edges; the chisel, fig. 304, is the most common, its position closely resembles that of the gouge, sub-ject to the modifications called for by its rectilinear edge. If, for example, the edge of the chisel were just parallel with the axis of the cylinder, it would take too wide a hold; there would be risk of one or other corner digging into the work, and the edge, from its parallelism with the fibres, would be apt to tear them out. All these inconveniences are avoided by placing the edge oblique, as in fig. 364, in which the tool may be supposed to be seen in plan, and proceeding from right to left, fig. 860 being still true for the other view; the tool is turned over to proceed from left to right, and both corners of the tool are removed from the work, by the obliquity of the edge. The tool may be ground square across, but it must be then held in a more sloping position, which is less convenient.

Turning a flat surface with the chisel is much more difficult. The blade is placed quite on edge, and with the chamfer in agreement with the supposed plane a, b, c, fig. 366; the point of the chisel then cuts through the fibres, and removes a thin slice which becomes dished in creeping up a, d, the bevil of the tool; it then acts something like the scoring point of the planes, or the point of a penknife. Flat surfaces, especially those sunk beneath the surface, as the insides of boxes, are frequently smoothed with an ordinary firmer chisel, which is ground and sharpened with one bevil, but rather thicker than for carpentry. The edge is then burnished like the scraper, p.484, and it is applied horizontaly like a hard-wood tool, as in fig. 361, but against the face or plane surface. The wire edge then lies in the required position, but it must be frequently renewed.
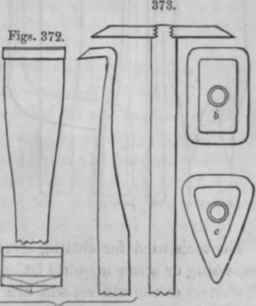
The broad, represented in three views in fig. 372 endures much longer, but it requires to be held downwards or underhand, at about an angle of 40 to 50 degrees from the horizontal, in order to bring its edge into the proper relation to the plane to be turned. Another form of the broad is also represented in fig. 373, it is a cylindrical stem, upon the end of which is screwed a triangular disk of steel, sometimes measuring 3 inches on the sides, and sharpened externally on each edge, this tool requires the same position as the last. Broads of the forms b, c, are also used, but principally for large works, the plank way of the grain.*
For the insides of cylinders, the side-tool, fig. 374, which is represented in three views, is sometimes used; it is sharpened on both edges, and applied horizontally. The tool fig. 375, also shown in three views, serves both for the sides and the bottoms of deep works, but it does not admit of being turned over; and 376 is another form of the same tool for shallower works, the cranked form of which is considered to give it a better purchase.

The tools used for cutting screws in soft wood, by aid of the traversing or screw mandrel lathe, partake of the same general characters as the others, and are represented in their relative positions; fig. 377 is for the outside, and 378 for the inside screw. To conclude the notice of tools of this class, the parting tool, fig. 379, has an angular notch or groove on its upper surface, from which it results that when the tool is sharpened on the bevil b, the upper face f, presents two points, which separate the fibres by a double incision. This method wastes only as much wood as equals the thickness of the tool, and it leaves the work smooth and flat; whereas, when the angle of the chisel is used for the same purpose, several cuts arc required, and the gap must present a greater angle than the bevil of the tool, and which consumes both time and wood.
* Similar tools are also used for turning pewter wares.
The various turning tools for soft woods which have been described are, with the exception of the gouge and chisel, nearly restricted to the makers of Tunbridge-ware, toys, and common turnery; with them they are exceedingly effective, but to others somewhat difficult. The amateur turner scarcely uses more than the common gouge and chisel, and even these but insufficiently, as much may be done with them; it has been shown, for instance, that moulding tools cannot be used for the soft woods, hut they are efficiently replaced by the gouge for the concave, and the chisel for the convex mouldings, which proceedings will, however, be detailed in the fourth volume.
A good fair practice on the soft woods would be found very greatly to facilitate the general manipulation of tools, as all those for the soft woods, demand considerably more care as to their positions and management than those next to be described.
Continue to:
My Books

