Section III. - Turning Tools For Hard Wood And Ivory
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section III. - Turning Tools For Hard Wood And Ivory
Angle 40° to 80°. - Figures generally half size.
The gouge is the preparatory tool for the hard as well as for the soft woods, but it is then ground less acutely; the soft-wood chisel may indeed be employed upon the hardest woods, but this is seldom done, because the tools with single bevils, held in a horizontal position, as in fig. 861, page 511, arc much more manageable, and on account of the different natures of the materials they are thoroughly suitable, notwithstanding that their edges are nearly as thick again as those of soft-wood tools.
Figs. 380.
381.
In general, also, the long handles of the latter are replaced by shorter ones, as in figs. 380 and 381, measuring with the tools from 8 to 12 inches; but these give in general an abundant purchase, as from the nearly horizontal position of the tool, the lathe rest or support can be placed much nearer the work.
The hard-wood tools are often applied to a considerable extent of the work at one time, and the finishing processes are much facilitated by selecting instruments the most nearly in correspondence with the required shapes. Rectilinear surfaces, such as cylinders, cones, and planes, whether external or internal, necessarily require tools also with rectilinear edges, which are sloped in various ways as regards their shafts; they are made both large and small, and of proportionate degrees of strength to suit works of different magnitudes: the following are some of the most usual kinds.
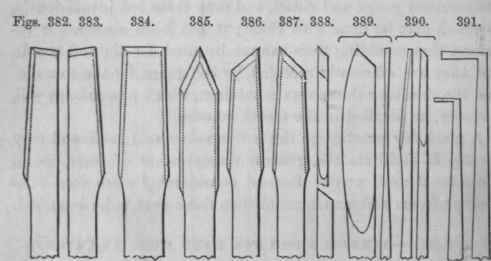
The right side tool, fig. 382, cuts on the side and end, the dotted lines being intended to indicate the undercut bevil of the edge; it is thus named because it cuts from the right hand towards the left. The left side tool, fig. 383, is just the reverse. The flat-tool, fig. 384, cuts on both sides, and on the end likewise; and in all three tools the angle seen in plan, is less than a right angle, to allow them to be applied in rectangular corners. The point-tool, fig. 385, is also very convenient; and bevil-tools, figs. 380 and 387, the halves of the former, are likewise employed; figs. 388 show the general thicknesses of these tools. When any of them are very narrow they are made proportionally deep to give suffi-cent strength, the extreme case being the parting-tool, fig. 389, which is no longer required to be fluted, as in the corresponding tool for soft wood; but the side tools, when used for small and deep holes, necessarily require to be small in both respects, as in tig. 390. The application of the inside pariing-tool, fig. 391, has been previously shown on page 151, Vol. I., in respect to the removal of rings of ivory from the interior of solid works, in preference to turning the materials into shavings; it is also useful in some other undercut works.
Some of the curvilinear tools for hard wood are represented in the annexed group; the semicircular or round tool, fig. 392, is the most general, as concave mouldings cannot be made without it, and it is frequently divided, as in the quarter round tools, figs. 393 and 394; it is convenient that these should be exact counterparts of the mouldings, but they may also be used for works larger than themselves, by sweeping the tools around the curves. Convex mouldings are frequently made by rectilinear tools, which arc carried round in a similar manner, so as to place the edge as a tangent to the curve, but the bead, fig.395, the astragal, fig. 390, or the quarter hollows, figs. 397 and 898, facilitate the processes, and complete the one member of the moulding at one sweep, and enable it to be repeated any number of times with exact uniformity.
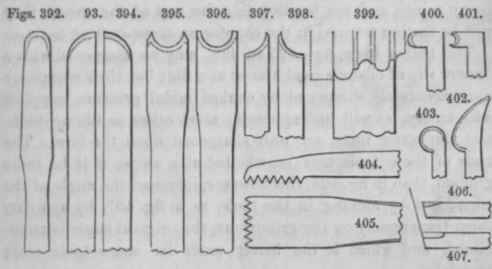
Frequently the tools are made to iuclude several members, as the entire base or capital of a column, as in fig. 399. Similar figured tools, have been applied to turning profiles of about one or one and a half inches high, by employing four different tools, embracing each about a quarter of the profile, and applied at four radial positions, around a ring of some three to five inches diameter; the rings are cut up into radial slices, and turned flat on each face prior to being glued upon tablets. Profiles have been likewise successfully and more skilfully turned, by the ordinary round, point, and flat tools, which processes will be proposed as examples in the practical part of the fourth volume.
Figs. 400 to 403 represent some of the various kinds of inside tools, which are required for hollowing vases and undercut works; and 404 the inside screw tool, and 405 the outside screw tool for hard wood, ivory, and the metals, these tools are made with many points, and are bevilled like the rest of the group, they will be further noticed in the chapter on screw-cutting tools.
The hollow tools, figs. 395 to 398, may be sharpened with a narrow slip of oilstone used almost as a file; but their sweeps are more accurately sharpened by conical metal grinders, supplied with emery, as will be explained; most other moulding tools, and the screw tools, are only sharpened upon the face. The ends of these tools may be whetted at a slope, if it be more gradual, than in fig. 406, this however, increases the angle of the edge; but by nicking in the tools, as in fig. 407, by applying them transversely on the grindstone, the original angle is maintained, and which is the better mode for screw tools more especially.
Continue to:
My Books

