Section VII. - Instructions For Filing Curvilinear Works According To The Three Ordinary Modes
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section VII. - Instructions For Filing Curvilinear Works According To The Three Ordinary Modes
The curvilinear surfaces of works are commonly of less importance than the plane surfaces, neither do they in general require the same skilful use of the file, especially as the more important curved lines and surfaces in machinery are circular, and are therefore produced in the turning lathe; and of the remaining curves the majority are introduced either to give a more pleasing outline to the works than Mould be obtained by straight lines, or to obliterate the numerous angles that would be inconvenient to the hands.
In filing works that are convex, flat files are always used, and the file is necessarily applied as a tangent to the curve; and in filing concave works round and half-round files are used, and in some cases they are selected, nearly or exactly as counterparts of the hollows to be wrought.
The manipulation of the file upon curvilinear works is entirely different from that required to produce a plane surface, in which latter case the work is held at rest and the hands are moved as steadily as possible in right lines; but in filing curved works an incessant change of direction is important, and so far as practicable, either the file, or the work, is made to rotate about the axis of the curve to be produced.
A semicircular groove of half-an-inch radius, as in fig. 885, would be most easily filed with a round file of nearly the same curvature, and the correspondence between the file and work, and consequently of their axes likewise, would render the matter very easy; but the file, from the irregularity of its teeth, would leave ridges in the work, unless in every stroke it were also ted to and fro axially by the motion of the wrist, and occa-ally in the reverse direction, so that the furrows made by the teeth might cross each other. If the groove to be filed had a diameter of three or four inches, although the file might be selected to correspond in curvature with the groove, as it would not embrace the entire hollow, the twisting and traversing of the file would be imperative in order to arrive at all parts of the work.

Under ordinary circumstances it is certainly best that the curvature of the file and work should agree as neary as possible; but it is obvious that the file if more convex than the work, can only touch the latter at one part, as at a, fig 886, whereas, if the file is less convex, or flatter, than the work, it will act at two places, as at b b, fig. 887. The Sheffield cutlers, in tiling out the bows of scissors, and which they do with great rapidity, always avail themselves of this circumstance, and until nearly the conclusion, use files flatter or less convex than the work.
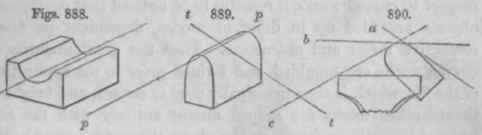
In filing concave works, there is but little choice of position, as the file is always parallel with the axis of the curve, as in the dotted line in fig. 888, but in convex works such as fig. 889, the file may he applied either parallel with the axis as at p p, or transversely thereto as at t t. In general however the work would be fixed obliquely as in fig. 890, and the file would be first used transversely for some one or two strokes, at an inclination of about 30 degrees with the horizontal line, as at a, so as nearly to agree with the straight side of the object, the file would be successively raised to the horizontal, and depressed in the same degree on the other side, in fact proceeding through the positions a b c, fig. 800, at some eight or ten intervals, and which would tend to make as many insignificant ridges upon the work. The ridges would be then melted together by swinging the hands from the position a to c in every stroke, to be repeated a few times; but as the entire semicircle could not be embraced at one stroke, the work would be re-fixed in two or more positions, so as to divide the operation into about three stages.
A more exact although less energetic method would be to place the file parallel with the axis as on p p, fig. 889, and to sweep round the curve principally by the twisting motion of the wrist, which joint can be more readily moved, and also with lets fatigue, than the two hands conjointly. A third mode, frequently adopted in such small pieces as can be held upon the filing-block with the hand-vice, is to swing the work upon its axis, and to use the file with the right hand, as if on a flat surface, a mode explained in fig. 858, page 862.
Some works are curvilinear in both directions, such as curved arms and levers with rounded edges; many of these kinds are completed by draw-filing them, or rubbing the file sideways or laterally around the curve, instead of longitudinally as usual; but the changes consequent thereupon do not require any especial notice.
The success of all the modes of filing curved works, will be found very much to depend on the freedom with which the several twisting and excursive motions of the hands are performed, and the work should be frequently examined, in order that the eye may judge of the parts in excess and that require to be reduced, in order to produce a pleasing outline.
Having considered the general manipulation of the file in respect to curved works, it remains to be noticed that curvilinear objects are filed up in different modes, dependent on their respective forms and characters. Thus the great majority of curved works are moulded and formed prior to the application of the file, which is then principally used to smooth and brighten them - other works are shaped almost entirely with the file, assisted by outlines drawn on the pieces themselves - and again other works are shaped with the file, under the guidance of templets or pattern-plates of hardened steel. Some observations will be offered on all three of these modes.
Firstly, curved works that are moulded or formed prior to the application of the file. - The methods employed in the preparation and figuration of materials into curvilinear and other forms, by founding and forging, have been largely considered in the first volume, and from which remarks it will have been seen, that the perfection of cast works greatly depends on the perfection of the foundry models or patterns, and these latter greatly depend on the facilities offered in pattern-making by the turning-lathe, and the joiner's planes; and although such castings in many cases do not admit of being finished in the lathe, the perfection of the pattern is a great source of embellishment and economy, in the configuration of the works made by moulding and casting.
Continue to:
My Books

