Slide Rest Tools
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Slide Rest Tools
The tools and cutter bars used in the slide rest for plain turning, are analogous to the hand tools, in the forms and angles of their cutting edges. But, as the true, unyielding guidance of the slide rest, leads to the removal of a thicker and more continuous shaving; their cutting portions in most cases, are made both narrower and stronger, to allow for the increased strain and for the inability of the tool to yield to it, when overleaded by the cut. The stems are rectangular to clamp in the tool holder.
Fig. 147.
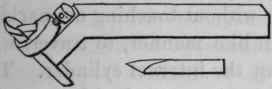
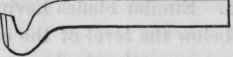
Fig. 148.

The gouge and chisel are applied in the slide rest, made as separate blades, that are fixed in the cutter bars figs. 147 and 148. The blades are securely held against the end of a bent stem by a steel band and screw, which also permits their exact adjustment to the height of center, and their ready withdrawal from the stem for sharpening. For which latter process, the small blades too short to be conveniently manipulated by the fingers, are fixed in the line of the shaft of appropriately formed socket handles. The angle of the end of the stem of the cutter bar, ensures the tangential position of the edge of the blade to the work, producing excellent results upon either hard or soft wood. The square edge of the chisel blade is employed upon the cylindrical and surface portions of the work, and to turn the square corner called a "shoulder," formed by the meeting of the two. Similar blades having the corners rounded or ground away below the level of the cutting edge, produce a very smooth surface, upon the plankways of the grain.
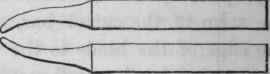
The slide rest tools, drawn mostly face upwards, figs. 149 to 162, represent the forms generally in use. The tools should be made of cast steel, with strong parallel stems, usually from half to threequarters of an inch square, and from about six to eight inches in total length. For turning hardwood their edges vary from about one eighth to about half an inch in width, with cutting angles of from 40° to 80°. The smaller tools for plain turning, of the form of fig. 1048, Vol. III.; may also be used for light work, when placed in a strong tool holder or shaft, having a rectangular aperture suitable to their stems, in which they are secured by a set screw.
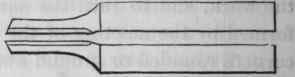
The round tools figs. 149 and 150 are used for roughing out the work to shape. The right side fig. 151, the flat fig. 152, and the left side fig. 153, are employed upon external and internal surfaces and cylinders. The side and end cutting edges of these three tools, meet on the face at an angle less than 90°, to permit them to be carried quite into internal square corners, when working upon the cylinder, without touching or marking the neighbouring surface; and in like manner, to traverse an internal surface, without touching the internal cylinder. The point tool fig. 154, is employed for grooves, and with the point slightly rounded, for turning the cylinder. The parting tool, shown upon the face and upon the edge figs. 156, 157, used for dividing the work from the portion in the chuck, and for cutting grooves, is long and narrow on the face, strengthened by considerable depth in the other direction. The inside tools figs. 158 to 160, have their cutting edges overhanging the sides of their shafts. Fig. 158, is used for enlarging or roughing out apertures, fig. 159 for finishing them; during which latter process, the cut is usually taken by drawing the tool from the bottom outwards.
Figs. 149, 150.


154.
155.
Figs. 156, 157.

158.
The same generic forms, obtain among the slide rest tools for iron and brass turning; but, on account of the increased hardness of the materials, the edges of the tools are modified in width, generally by reduction, and also as to their cutting angles. The latter for iron, are increased to from about 60° to 80°, and for brass, to from 70° to 90°; as the tools may be required, respectively, for rough turning or for finishing.
The various cutter bars with separate blades, employed for metal turning; the side cutting tools, figs. 161 and 162, for external turning upon cylinders; the crank formed tool fig. 155, perhaps the most useful of the tools for metal, in its numerous varieties; together with all the foregoing, having already been thoroughly discussed and portrayed, as to their principles, forms and cutting action, in the second volume of this work, it is not proposed to enlarge upon them here, but, to proceed instead to the manipulation required with the tool and the slide rest.
Continue to:
My Books

