Soft-Soldering With The Blowpipe
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Soft-Soldering With The Blowpipe
Small Works are sometimes united by cleaning the respective surfaces, moistening them with sal-ammoniac water, or applying the dry powder or resin, then placing between the pieces a slip of tin foil, previously cleaned with emery-paper, and pinching the whole between a pair of heated tongs to melt the foil; or other miliar modifications combining heat and pressure are used. Many workmen who arc accustomed to the blowpipe, as jewellers, mathematical instrument makers, and others, apply the blowpipe with great success in soft-soldering; but as the methods arc in other respects similar to those given, they do not require particular notice, except that in some cases there is no choice but to the the works together with binding-wire as in hard-soldering; but the preference is always given to detached tinning and rubbing together.
The modern gas-fitters are remarkably expert in joining tin and lead pipes with the blowpipe; they do not employ the method of the plumbers and pewterers, or the spigot and faucet joint surrounded by a bulb of solder, but they cut off the ends of the pipes with a saw, and file the surfaces to meet in butt joints, in mitres, or in T form joints as required. In confined situations they apply the heat from one side only with the blowpipe and rushes; they employ a rich tin solder, with oil and resin mixed in equal parts as the flux; the work looks like carpentry rather than soldering.* See also Appendix, Note (i, page 462.
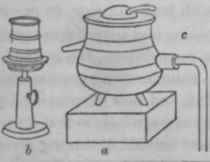
The pewterers employ a very peculiar modification of the blowpipe, which may be called the hot-air blast, and the names for which apparatus are no less peculiar; a fig. 318, being called the hod, and b, the gentlleman. The first is a common cast-iron pot with a close cover, containing ignited charcoal; two nozzles lead-ing respectively into and from it, to allow the passage of a stream
Fig. 313.
* An ingenious workman assured me that ho had employed this mode, fur lead pipes measuring externally one inch and a half diameter and situated in angles, by placing pieces of slate against the floor and the perpendicular partition to defend them from the flame, the action of which was assisted by two pieces of charcoal inserted in the corners. And also that as a trial of skill, he had made fifteen joints in three quarter inch tin pipe, fire of each kind, namely, plain, mitre, and T form, including the preparations, in the exceedingly short period of twenty-five minutes.
G G of air, through the pipe c, from bellows worked by the foot. The pewter wares, many of which are circular, are placed on the gentleman, or a revolving pedestal which may be adjusted by the side screw to any height: the workmen dip the strip of solder in a little pot of oil, and apply it to the joint with the right hand, whilst they slowly revolve the work with the left. This, which is a very controllable application of heat, includes in its range a moderately large extent of the pewterer's work, and answers the purpose extremely well; by some, the rushes and mouth blowpipe are used for circular as well as for other articles in pewter.
The pewters bear nearly the proportion of the alloys Nos. 8 to 12, page 435: for the less fusible containing most tin, the solder No. 8, or 2 tin 1 lead, is used; for the more fusible containing most lead, the bismuth solders, 2 tin 1 lead 1 bismuth, and others of similar low degrees of fusibility, are employed. The first solder is called by the pewterers, hard-pale, the last soft-pale,and to suit the pewterers of intermediate degrees of fusibility, the two are mixed in variable proportions and called middling-pale; but the table on page 435, and especially the original from which the 18 terms there given are extracted, would enable the solders to be definitely proportioned, to their respective metals.
The flux always used by the pewterers, is Gallipoli oil; it is a second rate olive oil, of peculiar quality, rather thick, green, and unfit for the table, but its selection requires judgment.
Iron, copper, and alloys of the latter metal, are frequently coated with tin, and occasionally with lead and zinc, to present surfaces less subject to oxidation; gilding and silvering are partly adopted from similar motives. As regards iron, the method of making the tinned plate is strictly a manufacturing process which has been slightly noticed at page 284, and that of covering iron with zinc by Mallett's patent process at page 301, so that it principally remains to describe the ordinary method of tinning vessels and other objects of copper, brass, and iron, after they have been manufactured, and which is in general thus performed.
Copper and brass vessels are first pickled with sulphuric acid, mostly diluted with about three times its bulk of water; they are then scrubbed with sand and water, washed clean and dried; they are next sprinkled with dry sal-ammoniac in powder, and heated slightly over the fire; then a small quantity of melted block-tin is thrown in. the vessel is swung and twisted about to apply the tin on all sides, and when it has well adhered the portion in excess is returned to the ladle, and the object is cooled in water. When cleverly performed very little tin is taken up, and the surface looks almost as bright as silver; some objects require to be dipped into a ladle full of tin.
Iron presents rather more difficulty, the affinity of the tin being less strong for iron than for copper; but the treatment is in general nearly the same. Old works require that the grease should be removed with concentrated muriatic acid, before the other processes are commenced; and in cast-iron vessels the grease often penetrates so deeply, owing to the porous nature of the metal, that the re-tinning is sometimes scarcely possible, and it is often more economical to obtain a new vessel.
An alloy of nickel, iron, and tin, has been introduced as an improvement in tinning the metals. Mr. G. M. Braithwaite, one of the patentees, informs the author that, "the nickel and tin compound is harder than tin, and endures a much longer time; it is less fusible, and will not run or melt at a heat that would cause the ordinary tinning of pans to forsake the sides and lie in a mass at the bottom. Also, that as an experiment to show the tenacity of the nickel, a piece of cast-iron turned with the compound, had been subjected by him for a few minutes to the white heat under a blast, and although the tin was consumed, the nickel remained as a permanent coating upon the iron." *
There is also another method, that of cold-tinning, by aid of the amalgam of mercury, described at page 301; but this process when applied to utensils employed for preparing or receiving food, appears questionable both as regards effectiveness and wholesomeness, and the activity of the muriatic acid must not be forgotten; it should be therefore washed carefully off with water. The tin adheres however, sufficiently well to allow other pieces of metal to be afterwards attached by the ordinary copper soldering-bit.
* "The proportions of nickel and iron mixed with the tin in order to produce the best tinning, are ten ounces of the beet nickel, and seven ounces of sheet-iron, to ten pounds of tin. These metals are mixed in a crucible, and to prevent the oxidation of the tin by the high temperature necessary for the fusion of the nickel, the motals are covered with one ounce of borax and three ounces of pounded glass. The fusion is completed in about half an hour, when the composition is run off through a hole made in the flux. In tinning metals with this composition the workman proceeds in the ordinary manner." See specification of Messrs. Richardson and Braith waite's Patent, 1840, in The Inventor's Advocate, 1841, p. 197. The process was discovered by M. Budie, of the firm of Blaise & Co., Paris.
Continue to:
My Books

