The Production Of Plane Surfaces By Abrasion. Part 13
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
The Production Of Plane Surfaces By Abrasion. Part 13
The forms of some of the grinders are shown in figs. 1100 to 1102; the outline represents the grinder, and the shaded part beneath, the entire compound moulding that would be produced by the same. A separate grinder is required for every different moulding, and consequently a large number of grinders have to be provided to meet the demand for variety. They are all pierced with a central hole fitted to the axis of the machine into which they are to be employed, and secured either by a wedge or a side screw, so that they admit of being readily exchanged when a different form of moulding is required.
Figs. 1100.

1101.

1102.
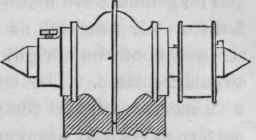
The grinder of suitable form having been selected it is fixed on the axis of the machine, the slip of marble is cemented with plaster of Paris upon the bed, and the frame carrying the spindle is adjusted by the screws beneath to the proper position, to allow the grinders to penetrate the marble to the required depth for the production of the moulding. As in the ripping bed, the grinder is made to revolve so as to cut upwards towards the surface, and the attendant keeps a small heap of moist sand constantly in contact with the face of the grinder. The weight attached to the sliding bed by a line passing over a pulley keeps the work constantly advancing in a straight line towards the grinder as fast as it is cut, and the work finally presents a compound rectilinear moulding of exactly the counterpart form of the grinder. Mouldings on the edges of narrow slips are sometimes wrought in pairs, as in fig. 1102, the two pieces being cemented together sideways as one block, and which is placed edgeways upon the machine.
Circular mouldings in marble, such as the base of a column, a vase, or similar object, are generally wrought by turning in a lathe after the manner described in Vol. I. page 167. Small flat circular mouldings, such as are sometimes seen in the corners of chimney pieces, are ground to their forms by machinery in much the same general manner as the rectilinear mouldings, but the machine described on page 1209, for cutting out small circles of marble, is employed for grinding the small circular patterns.
The grinders are made of cast-iron turned to the counterpart form of the pattern, as shown in section in fig. 1095, and screwed upon the upright spindle of the machine the same as the circular cutters. The counterpart grinders are kept supplied with moist sand, and the grinding is continued until the circular pattern is entirely developed, the works are afterwards polished in the lathe, as described at page 1077.
The polishing of rectilinear works in marble, by machinery, closely resembles the polishing of flat slabs by hand, previously described, the chief differences being, that for large slabs, from 2 to 6 rubbers or blocks are employed, and that they are reciprocated by the machine instead of by hand. The slab of marble to be polished, is laid upon a flat bench or table about 12 feet long and 6 feet wide. At a moderate height above the bench is fixed a crank driven by the engine, a connecting rod from which leads to an iron swing frame, working as a pendulum placed 2 or 3 feet from the end. Fig. 1103 represents the side view of the polishing bed; the swing frame consists simply of two rods moving upon centers above, and carrying near their lower extremities a horizontal bar extending the entire width of the bench; to this bar as many separate iron rods are attached as there are rubbers to be employed at one time, and every rod is jointed to its own rubber, which for flat surfaces consists of a block of wood about 2 feet long and 6 inches wide, covered with thick felt, as explained at page 1089, articles 3 and 4. The attachments of the connecting rods to the crank and pendulum are all capable of adjustment, so that the length of stroke can be readily changed to suit the size of the work in course of being polished, but generally the stroke is about 3 feet long.
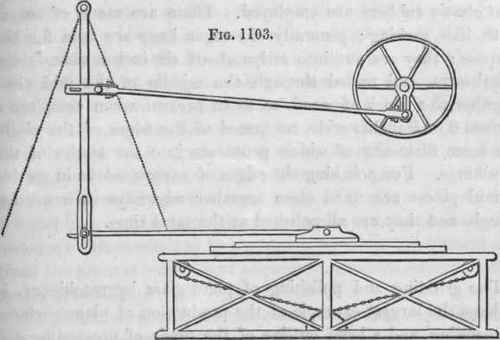
The rubbers are used with the succession of powders explained on pages 1076 and 1077, and the weight of the blocks and rods supply the pressure. Several narrow rubbers are used instead of one wide rubber, in order to allow each rubber to adapt itself readily to any trifling irregularities in the surface of the slab. The rubbers are shifted across the width of the slab, by sliding them to another position on the horizontal bar of the pendulum frame, and the platform of the machine is traversed endways by a chain and drum, or a rack and pinion, to expose the work equally to the action of the rubbers.
Rectilinear mouldings are polished in the same manner, except that elastic rubbers are employed. These are made of coarse cloth, like sacking; generally old sugar bags are used for the purpose; they are cut into strips about six inches wide, folded lengthways, and nailed through the middle of the fold close together to a block of wood, so as to present when complete a surface 8 or 9 inches wide, composed of the edges of the cloth, the loose filaments of which penetrate into the angles of the mouldings. For polishing the edges of narrow works in marble several pieces are fixed close together edgeways in a wooden trough, and they are all polished at the same time.
The grinding and polishing of plate glass by machinery, is perhaps the largest example of the production of plane surfaces by grinding, and a brief outline of the mode of proceeding will be here offered.
In the manufacture of plate glass, the materials are first fused in melting pots made of Stourbridge clay, which measure from 30 to 40 inches diameter, and 3 to 4 feet high. The pots are made in the form of a truncated cone, being rather smaller at the bottom than the top, and are capable of containing a sufficient quantity of the melted glass to form four or five plates of the largest size. After the materials have been thoroughly fused together, a sufficient quantity of the melted glass to form a single plate, is removed by iron ladles from the large melting pot to smaller pots called cuvettes, which have been previously heated in another furnace. The glass now in a pasty condition is placed in the pots while they are in the furnace, which is then closed up, and kept at a considerable heat for some hours, until all the air bubbles have been expelled and the glass is sufficiently fluid to be poured.
Continue to:
My Books

