Works In Sheet Metal, Made By Cutting, Bending And Joining. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Works In Sheet Metal, Made By Cutting, Bending And Joining. Part 3
The anvil used by the coppersmith and similar workmen is usually square, say from six. to eight inches on every side; and the smaller anvils which are called stakes, and also teests, are of progressively smaller sizes, down to half an inch square, and even less. Some of them have one edge rounded like 218; others have rounded faces as 219 and 220; a few assume the from of a rounded ridge, like fig. 222; and many have bulbs or buttons, as if turned in the lathe, as in fig. 223.
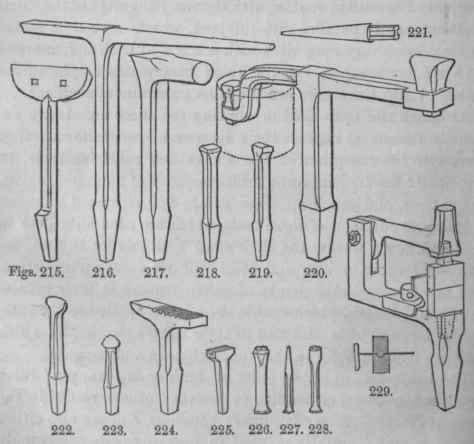
The beak-irons are also very unlike those used by the smith; they are seldom attached to the anvil, and arc often exceedingly long, as in fig. 216; some few, for more accurate purposes, are turned in the lathe to the conical form, like 221, these arc held in the vice, the jaws of which enter grooves in the shank; and mandrels four to six feet long, used for making long pipes, arc attached to the bench by long rectangular shanks and staples.
Fig. 215, the hatchet-stake, is from two to ten inches wide; it is very much used for bending the thin metals, in the same manner as the rectangular edge of the anvil is used for those which are thicker; a cold-chisel fixed in the vice forms a small hatchet-stake; 224 is the creasing-tool for making small beads and tubes; 225 is the seam-set for closing the seams prepared on the hatchet-stake; 226 is a hollow and 227 a solid punch, the cutting edge of the former meets at about the angle of fifty degrees, the latter is solid at the end for small holes; both are struck upon a thin plate of lead or solder laid upon the stake; 228 is a riveting-set or punch for the heads of rivets; and 229 is the swage-tool, a miniature of the tilt-hammer, to which a great variety of top and bottom tools, or creases, arc added, which greatly economise the labour of making different mouldings and bosses; the stop is used to retain the parallelism of the mouldings with the edge of the metal, and a similar stop is also at times applied to the hatchct-stake, 215.
The sides of the vessels represented in figs. 197 to 212, if the metal were thin, would be bent to the required angles by laying the metal horizontally upon the hatchet-stake, with the lines exactly over the edge of the same, and blows would be given with the mallet (or with the hammer for more accurate angles), so as to indent the metal with the edge of the stake; it would be then bent down with the fingers, unless the edge were very narrow, as for a seam, when the mallet would be alone used.
Thicker metal is more commonly bent over the square edge of the anvil, as in fig. 107, p. 216, a square set or hammer being held upon its upper surface; and sometimes the work is pinched fast in the vice,, and it is bent over with the blows of a flat-ended punch or set, applied close in the angle, and then hammered down c c 2 square with the hammer; very strong metal is seldom bent in this manner, but the sides of objects are then made separately, and united in some of the ways which will be explained.
In bending thin metals either to circular or other curves, they are held on the one edge in the hand, and curled on the opposite edge over beak-irons or triblets with the mallet; when the metal is too stubborn or too narrow to be thus held in the hand (as the coppersmith scarcely ever uses tongs, except at the fire,) the metal is driven into a concave tool to curl up the edges. For instance, the crease, fig. 224, is frequently employed for making small tubes or edging; the strip of metal is laid over the appropriate groove, and an iron wire is driven down upon it with the mallet, this bends it like a waggon-tilt; the edges are then folded down upon the wire with the mallet, and it is finished by a top tool, or a punch, fig. 225, having a groove of similar concavity or radius to that in the crease.
For half-round strips, the crease together with the round wire suffice, or they would be more quickly made in the swage-tool, 229, and which might in this manner be made to produce any particular section or moulding, and that at any distance from the edge by means of the stop or gage. Large tubes are always finished upon beak irons, such as fig. 216, the round ends of which serve for curvilinear, and the square ends for rectilinear works.
Figs. 230.
231.

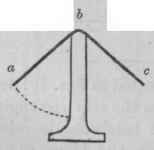
All the sheet metals up to the thickest boiler plate are treated much after the same general methods, large cast-iron moulds of various sweeps are employed, the stout iron being heated to redness, and set into them with set-hammers struck with the sledge. When a circular bend is wanted in the center of a long piece, it is conveniently and accurately done by bending it over a ridge, such as a parallel plate with a rounded edge, or a triblet, the ends of the work serving for a purchase, or as levers. Thus fig. 230 shows the common mode of bending thick plates to the form of the piece a b, c, for the internal flues of marine boilers; the plate is heated to redness in the middle, and pressed down until a, c assume the positions a c.
In a similar manner, to bend long strips into easy curves, such as for cylindrical vessels, the tinmen use former, fig. 231 a cylindrical piece of wood from two to four inches diameter, and two feet long, turned with a pivot at the one end; the pivot is laid upon the edge of the bench, and the man rests his chest against the other extremity of fig. 231, to support it in the horizontal position. The tin plate is first stretched in the hands by the two corners a, c, and rubbed over the former diagonally, to bend it at every part, this is repeated across the other diagonal to flatten the plate; it is afterwards folded round the stick, and rubbed forcibly down with the hand, as at d, to give it an easy bend approaching to the required curvature. Should the vessel require a bead at the upper edge, it is usually made by the swage tool, fig. 229, before the plate is curled up; the work is then much more rigid, and requires additional force to bend it.
Figs. 232.
233.
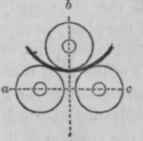
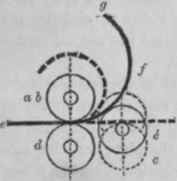
Fig. 282 is intended to explain a very simple and useful machine, first employed by the tinmen for rolling up the cylinders for spring window-blinds, the sides of culinary vessels and similar works, and now also by the boiler-makers and others for the strongest plates. It has two cylindrical rollers a b, and d, which are connected by toothed wheels so as to travel in opposite directions, thus far exactly the same as a pair of laminating rollers for making the sheet metals; the third roller, c, is just opposite the two, and is free to move on its pivots, as it is unconnected with a b and d; and the third roller c, is capable of vertical adjustment.
When therefore the metal is moved along by the carrying rollers a b, and d, it strikes against the edge of the bending roller c, and is curled up to enable it to pass over the same; and as this bending occurs in an equal degree at every point of the sheet of metal, it assumes a circular sweep, the radius of which is dependent on the place of c. In the central position, the sheet would assume the circle e, f, g; and when c, is more raised as to the upper position, the metal would follow the dotted circle, the radius of which is much less; and when the bending roller c is placed out of level, the works are thrown into the conical form.
Fig. 233 shows Mr. Roberts' original application of the bending rollers to boiler plates; none of the rollers, a, b, c, touch each other, and b, is under adjustment for the different curvatures.
In the last four figures the same principle is employed, namely, the application of three forces, as in a lever of the first order, or as in bending or breaking a stick across the knee. The schoolboy's problem of "drawing a circle through three given points" is thoroughly exemplified in fig. 233; and in 232, the one force is the grip of the plate on the line of centers of a b, d; the roller c curls the plate partly around the roller a, and the point at which the plate leaves a b, may be called the second force, or b; the third is the point of contact on c.
One of the most useful applications of the bending machines, is in straightening the metals, which may at first appear to be a misapplication of words, but in truth by the depression of c, to about the position c, it only bends the plate for the moment, just to the limit of its elasticity. It results that when it has been passed through twice, or with each side alternately upwards, the elastic reaction just suffices to convert the figure temporarily given, or that of the arc of an enormous circle, into a plane or true surface; and as this is done without any blows, which produce partial condensation at such spots, the plate is less subject to after changes than if it had been hammered flat; as by the rollers every part of the plate is bent exactly to the limit of its permanent elasticity. In the tinmen's bending rollers, d, c, fig. 232, p. 389, are often turned with half-round grooves, to receive the thickened edge which contains the wire employed to stiffen the tops of the vessels; sometimes also the rollers are used for preparing the seam to contain the wire. Grooved rollers, (similar to those shown on pages 187 and 188) are very extensively em-ployed likewise in other works in the arts besides the manufacture of iron, to which they are there more immediately referred.
The use of the plain cylindrical roller at ft, page 187, is so simple as to be immediately apparent; rollers with curvilinear edges, such as at i, have been long employed for bending the steel and brass plates for fenders; similar rollers on a smaller scale and of numerous patterns, many of them chased and ornamented, are used in making jewellery, as for producing mouldings, beadings, and matted, checkered or other works.
Continue to:
My Books

