Adjustable Snap Gage
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Adjustable Snap Gage
Snap gages that are in constant use soon wear to an extent that renders them useless, making it necessary to close them in, and grind and lap them to size again, or else to replace them with new ones. This tendency to wear, and the consequent labor and cost of resizing or replacing, has caused the adoption of a style of snap gage whose size can be altered when necessary; this form of gage is styled an adjustable snap gage.
The method of adjustment differs in different shops. Fig. 435 represents a form of adjustable snap gage which is not expensive and which gives excellent results, because of the ease of adjustment. After blocking out the gage somewhere near to shape, the screw hole for the adjusting screw C should be drilled and tapped, and the slot milled for the adjustable jaw. The jaw should be made, as shown, with a slot, through which the binding screw D may pass. The jaw should fit snugly in the slot in the frame, and be placed in position after the name and any distinguishing marks are stamped. The aperture E should be worked to a size that is from .010 or .015 inch smaller than finish. The adjustable jaw B may then be removed, and the gaging, or contact, surface hardened. Care should be taken not to harden the entire length, or a crack may appear in the sharp corners on account of the unequal size of the two parts. In order to heat the contact surface and not to heat back into the sharp corners, the face may be immersed in red-hot lead just long enough to heat the face sufficiently; or the smaller portion may be held in a pair of tongs, letting the end of the jaws come against the shoulders of the piece. It may then be heated in a gas jet or ordinary fire. For most purposes it will be necessary to harden the gage all over; if the gaging portions A and B are hardened, this will be found sufficient. After hardening, the gage may be assembled, ground, and lapped, as already explained. Limit Gages. Where it is not necessary that work be of exact size, and a small degree of variation is permissible, limit gages are used. They prevent a waste of time in attempting excessive accuracy, yet leave the work so that the corresponding parts when brought together will fit well enough to meet requirements. These gages are also valuable in roughing work for finishing. When so used, practically the same amount of stock is left on each piece, thus facilitating the finishing process.
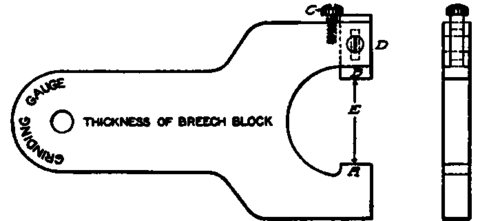
Fig. 435. Adjustable Snap Gage.
If a cylindrical piece is to go in a reamed hole, and the piece fits well enough for all requirements when .003 inch smaller than the size of the hole, it is folly to spend the time necessary to get a more exact fit. The amount of variation allowable must be decided in each case; on one job a limit of variation of .001 inch might be all that could be allowed, while on another piece of work .010 inch might be allowable.
In deciding the allowable limit of variation, it is advisable, where possible, to take into consideration the natural changes that take place in the gage from wear. For instance, suppose a piece of work .250 inch in diameter just fills the hole for which it is designed, and a limit of .0015 inch is allowable; if the piece is from .2485 inch to .250 inch in diameter, it would be folly to make the large end of limit gage for this work .250 inch, as there would be no allowance for wear of either the external or internal gage. The general instructions given for making plug gages and snap gages apply to limit gages of the same character.

External. Internal.
Fig. 436. Simple Snap mod Plug Limit Glages.
Fig. 437. Plug.

Fig. 433. Snap Gage.
Illustrations Of Snap And Plug Limit Gages
Fig. 436 gives an idea of one form of snap and plug gage used for external and internal measurements; however, it is not necessary to make them of the styles shown. The plug gage may be made as shown in Fig. 437. while the snap gage may be made like the one illustrated in Fig. 438.
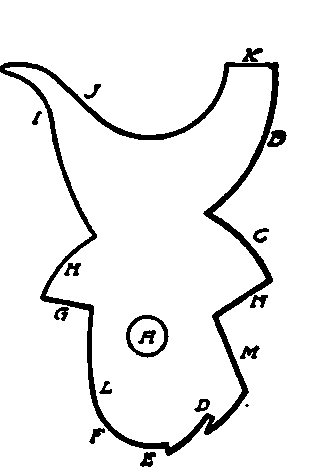
Fig. 439. Diagram of Gun Hammer.
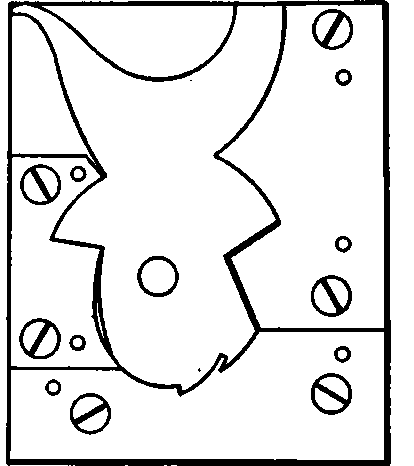
Fig. 440. Receiving Gage for Gun Hammer.
Continue to:
My Books

