Draw-In Chucks
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Draw-In Chucks
In many shops, the bench lathe plays a very important part in the making of all kinds of small tools. The lathes, being provided with draw-in chucks, allow the extensive use of drill rod when making reamers, counterbores, milling cutters, punches to be used in the punch press, and many other forms of tools. As the modern tool room bench lathe has a milling attachment and a grinding head, it is possible to turn up various forms of tools, and then to do such milling and grinding as is necessary.
While a lathe is usually equipped with an assortment of draw-in chucks to hold stock of various sizes, it is necessary many times to replace a chuck or to make one of special size to accommodate a job that cannot be done in any chuck on hand.
Directions For Making
The methods employed in various shops for making draw-in chucks differ materially, but the following method will be found very satisfactory and does not necessitate special tools:
A piece of tool steel somewhat larger than the largest portion of finished chuck is cut off from 3/16 inch to 1/4 inch longer than the finish dimension. After centering, the ends should be carefully squared and a roughing chip taken. The large clearance hole should now be drilled by holding the end F, Fig. 450, in a center rest, and using a drill held in a chuck in the tail spindle of the lathe. Before removing the piece from the center rest, carefully countersink the outer end of the hole with a suitable tool to an angle of 60 degrees.
The piece is now placed between the centers of a lathe, the portions B, D, E, and F turned to finish size, and the thread at F cut to fit the threaded hole in the draw-in spindle. The portion C is left a little large to allow for grinding after the chuck is hardened.
The portion A is turned, as shown, to provide a center for use in turning and grinding; it also holds the chuck in shape when it is hardened as the slots do not extend the length of this portion. The spline cut to receive the feather in the spindle is now milled, the piece being held between the centers of the index head. After the burrs have been removed the piece is inserted in the lathe spindle, and the hole to receive the work is drilled and reamed to a size enough smaller than finish size to allow for grinding after the chuck is hardened.
The piece is again placed between the index centers and the three slots cut, Fig. 451. As previously stated, these slots should not extend through the portion A, Fig. 450, but should be as shown in Fig. 451, and should clear the hole. The slots should extend into portion E, Fig. 450, a little way. The metal slitting saw used in producing the slots should be of as small diameter as can be conveniently used, and should not be too thick, as a thick cutter would, in the case of a chuck with a small hole, cut away all the hole. For chucks with large holes, a slot as shown in Fig. 451 works well; but, for chucks with small holes a comparatively thick saw may be used to cut the slot nearly to depth; then a thin cutter may be substituted to finish it as shown in Fig. 452. Before hardening, the size of the finish hole should be stamped on the face of the chuck. A finished chuck of this type is shown in Fig. 453.
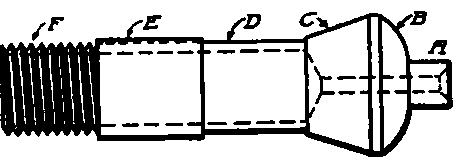
Fig. 450. Draw-In Chuck Blank.
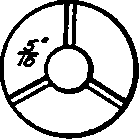
Fig. 451. End of Draw-In Chuck for Large Drills.
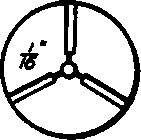
Fig. 452. End of Draw-In Chuck for Small Drills.
An oven furnace provides an excellent means of heating for hardening. If an open fire must be used, the chuck should be placed in a piece of gas pipe, heated to a uniform low red, and plunged into a bath of lukewarm water or brine a little above the ends of the slots. The temper of the portions B and C, Fig. 450, should then be drawn to a brown, and the rest of the hardened part to a blue.
The chuck should now be placed between the centers of a universal grinder, or, in the absence of such a machine, in a grinding lathe, and the portion C ground to finish size and to fit the taper in the nose of the lathe spindle. If many chucks are made, it is advisable to grind to a gage; but, where there are only one or two, it is not necessary to go to the expense of a special gage.
After the portion C has been ground to fit, the chuck may be inserted in the spindle of the lathe, the hole ground to size, the portion A ground away, and the face polished. The chuck is now ready for use.
Continue to:
My Books

