Forging. Part II. Forging Operations. Tool-Steel Work. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Forging. Part II. Forging Operations. Tool-Steel Work. Continued
Round-Nose And Thread Tools
These tools are practically alike, excepting for a slight difference in the way the ends are ground. The general shape is shown in Fig. 128. When hardening, the tools should be heated about as far as the line A, Fig. 129, and cooled up to the line B. The temper is then drawn in the same general way as described for tempering of cold chisels, excepting that when a light yellow color shows at the cutting edge the tool is cooled for the second time. All lathe tools are given practically the same temper.

Fig. 129. Tool Hardening.
Sometimes tools are left much harder. In one quite well known plant the tools are simply reheated until the water evaporates from the cutting end, indicating a reheating to a temperature of about 200° Fahrenheit.
Cutting-Off Tool
Cuttingoff tools are forged with the blade either on one side or in the center of the stock. The easier way to make them is to forge the blade with one side flush with the side of the tool, as shown in Fig. 130.
For use in a lathe the tool is generally forged on the left side so as to leave the cutting blade straight on the side toward the face plate of the lathe. For planer work, tools are often made in the center of the steel. The cutting edge, the extreme tip A, of the blade, should be wider than any other part of the thinned part B, in other words, this edge should have clearance in all directions as indicated in the drawing. The clearance angle at the end of the tool, as shown in the sketch, is generally about 20 degrees.
For hardening, heat very little of the steel except the blade; the end of the tool should be heated about as far as CC, and cool to about the line DD, enough so that the heat left in the steel will not work toward the point of the tool too quickly. This heat which is left in the steel is for tempering or drawing, and care should be taken so as not to leave the tool hard at the section B, as here not hardness, but toughness, is required. Temper generally to dark straw color or about 430° Fahrenheit.

Fig. 130. Typical Cutting-Off Tool.

Fig. 131. Method of Forging Cutting-Off Tool.
The tool is started by placing enough of the steel on the anvil to draw out to the length wanted. Part of the face of the hammer is extended a little over the side of the anvil, as shown at A, Fig. 131. After roughly shaping, the end is trimmed off with a hot chisel along the dotted lines shown at B.
Boring Tool
The general shape of this tool is shown in Fig. 132. The length of the thin end depends upon the depth of the hole in which the tool is to be used and as a general rule should be made as short and thick as possible, in order to avoid springing. The tool may be started in the same general way as the cutting-off tool, the fuller cut being made on the edge of the stock instead of on the side. The cutting edge of the tool is at the end of the small nose, and this nose is the only part which should be tempered.

Fig. 132. Typical Boring Tool.
Diamond Point
In Fig. 133 is shown the general shape of diamond points, and in Fig. 134 the different steps of making them.
The shape is started by using a bottom fuller, working the stock down about one-third, as shown at A. The rounded edge of the anvil can also be used in place of the fuller. Work down the point as shown at B, turning on the side as shown at C for starting the diamond shape, and working both sides until the proper size and shape are obtained. Then, placing the tool point on the flat side on the anvil, use a hot chisel to cut the point to the proper length, shown at D. In cooling this tool for hardening, leave but little heat in the rear end of the steel so as to draw slowly to light straw color, or about 410° Fahrenheit for even temperature, which means an even hardness in the point.
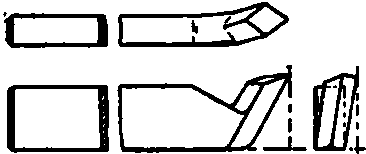
Fig. 133. Typical Diamond Point Tool.
Side Tool
Side tools are generally started by drawing down a point endwise, as at A in Fig. 135. Hammer the point out at the corner of the anvil so that it can be drawn down small without striking the corner of the hammer into the anvil. Then bring the tool to the flat horn of the anvil for sharpening or drawing out thin on one side, as the top edge. Let part of the face of the hammer extend over the corner of the anvil so as to get the side hammered on the flat, with the recess all on the side that is down, as at B; then, placing the tool on the anvil as at C, bend the top edge over to get the proper side clearance, as shown at E.

Fig. 134. Method of Forging Diamond Point.
Hardening should be done by placing the tool blade in the cooling tank, as at D, and cooling off so as not to leave too much heat, causing the temper to come slowly. The tool is taken from the water, quickly rubbed bright on the flat side, and the temper drawn until the cutting edge shows a light yellow. The same color should show the entire length of the cutting edge. If the color shows darker at one end, it indicates that that end of the blade was not cooled enough, and the tool should be rehardeaed, this time dipping in such a way as to bring deeper in the water that end of the blade which was too soft before.
Centering Tool
The centering tool shown in Fig. 136 is used for starting holes on faceplate and chuck work. The end may be shaped by making a fuller cut and then flattening out the metal, trimming the cutting edge to shape with the hot chisel.

Fig. 135. Method of Forging and Hardening Side Tool.
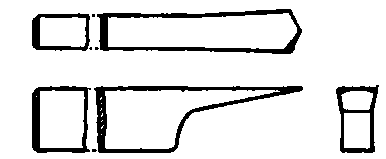
Fig. 136. Centering Tool.
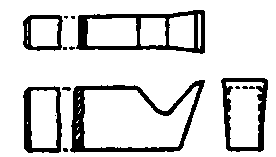
Fig. 137. Finishing Tool.
Forming Tools
Forming tools for turret lathes are sometimes forged up in the same general shape as above and tempered like other lathe tools.
Finishing Tool
This tool, Fig. 137, may be started either with a fuller cut or in the same way as the diamond point. The end is then flattened out and shaped with a set hammer as shown in Fig. 138. This generally leaves the end bent out too nearly straight, but it may be easily bent back into shape as indicated at B. This bending will probably leave the point something like C. A few blows of the hammer at the point indicated by the arrow will give the tool the shape as at D. The cutting edge should be tempered the same as for other lathe tools. For planer and shaper tools of this shape, the end should be more nearly at right angles to the edge of the tool, making an angle of about 6 or 8 degrees less than the perpendicular; in other words, the tool should have less end rake.
Flat Drill
Flat drills need no particular description as to forging and shaping. The size of the drill is determined by the width of the flat end, this being the same size as the hole the drill is intended to bore. If this dimension were 1 inch, the drill would be known as 1-inch drill. The drill should be made somewhat softer than lathe tools, the temper being drawn until a light brown shows at the cutting edge.
Springs
Springs are generally tempered in oil. The spring is heated to a uniform hardening heat and hardened by cooling in oil, usually lard or fish oil, as mineral oil is too uncertain in composition. The temper is drawn by holding the spring, still covered with oil, over the flame of the forge, and by heating until the oil burns over the entire spring. If the spring is not uniform in section throughout, it is generally advisable, while heating, to plunge it every few seconds into the oil bath, taking it out instantly and continuing the heating. This momentary plunge tends to equalize the heat by cooling the thinner parts.
The above method of tempering is known as blazing off, the blazing point of the oil being used to indicate the temperature in place of the color of the scale. The same results could be obtained by polishing the spring and heating until it turned blue.

Fig. 138. Method of Shaping Finishing Tool.
Blacksmith's Tools
Such tools - cold chisels, hot chisels, set hammers, and flatters - are made in much the same way as hammers. The wide face of the flatters may be upset by using a block such as is shown in Fig. 143. The heated end of the tool is dropped into the hole in the block and the face upset into the wide shallow opening. Swages may also be worked up in this way.
Continue to:
My Books

