Typical Molding Problems. Part 2
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Typical Molding Problems. Part 2
Strengthening Against Pressure
There are two methods used to strengthen these molds against the casting pressure. One is to use an iron band which will just slip inside of the flask before the mold is packed, as in Fig. 36. The other is to slide a wooden slip case over the mold after the snap flask is removed, as in Fig. 37. In either case the weight, shown in position in Fig. 37, should not be placed on the mold until pouring time, lest by its continued pressure it might crush the sand.
Coping Out
The second type of joint surface mentioned above is illustrated by the method of molding the tailstock clamp shown in Fig. 38. This is a solid pattern and rests firmly upon the mold board on the edges aa, but the parting line bbb runs below these edges. The bulk of the pattern drafts down from this line and so will be molded in the drag, while all above it will be shaped in the cope.
To mold the piece, set the pattern on the mold board, planning to gate into one end. Ram the drag, and roll it over, as described in the last example. With the blade of the trowel turned up edgewise, scrape away the sand to the depth of the parting line, bringing the bevel up to the main level of the joint, about 2 1/2 inches from the pattern, as shown at Fig. 39, and slick this surface smooth with the finishing trowel or leaf and spoon. This process is called coping out. Dust parting sand on the joint thus made. Be careful not to get too much at the bottom of the coping next the pattern. Pack the cope, then lift it, and finish the mold as directed.
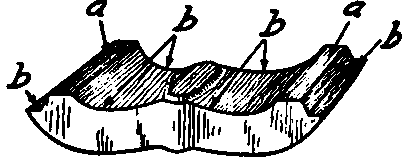
Fig. 38. Tailstock Joint.
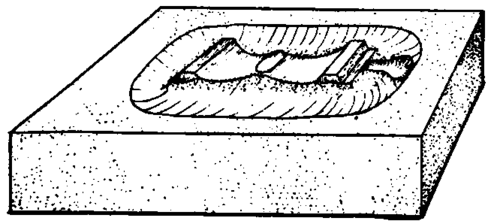
Fig. 39. Coped-Out Mold.
Skape Of Draft
In coping out, the molder practically shapes the draft on the sand of the drag. Aim to have the lower edge of the coping parallel with the main joint for a short distance, and then spring gradually up to it at about the angle shown in the section at c, Fig. 40, as this is the strongest shape for the sand. If made with an abrupt angle as in d, the cope sand will tend to wedge into the cut with the danger of a drop or break when the cope is lifted.
In many cases, more especially in floor work, an abrupt coping angle may be avoided as follows: Set wooden strips, whose thickness is equal to the depth of the desired coping, under the edges of the drag when ramming up the pattern. (Use, for example, the hand wheel shown in Pattern Making, Fig. 114.) When the drag is rolled over, the sand will be level with the top of strips and pattern at aa, Fig. 41. Remove the strips and strike surplus sand off level with edges of drag bb, and slick off the joint. Proceed with the cope in the usual manner. In gating this pattern, and wheels generally, place a small runner directly on the hub.
Sand Match
The solid bushing, Fig. 42, serves to illustrate the use of a sand match. For exercise work, use only one pattern. In practice, however, several small patterns are bedded into the same match. It is clear that in this pattern the parting line runs along the center of the cylinder, and to make a safe lift for the cope it should follow around the circumference of the ends abe, as shown by the heavy lines.
Fig. 42. Solid Bushing.
The frame for the match is shallow, and of the same size as the snap flask with which it is used. It is provided with sockets to engage the pins of the flask. The bottom board is fastened on with screws.
Fill the match with sifted sand rammed hard. Strike off a flat joint and bed in the pattern. Cope out the ends to the lower edge of the pattern, as shown in Fig. 43, flaring it well in order to make a good lift. Slick the whole surface over smooth. Rap and lift the pattern to test the correctness of the work.
Replace the pattern. Dust on parting sand and ram the drag, tucking carefully in the pocket at each end. Roll the two over. Lift off the match, and set it to one side. The pattern remains in the drag. Dust on parting sand. Set the runner and ram the cope as described. When the mold is opened and the pattern is drawn, it should be set back immediately into the match, ready for use again.
Usage
On account of economy of construction in the pattern shop, irregularly shaped work is often made in one piece. The molder must then decide whether it is cheaper to cope out each joint or to make up a sand match. Where the number of castings required is small, or where the pattern is large, it is better to cope out. But where a number of castings is required it is cheaper to make up a sand match. For methods of making quantities of castings and the use of a more permanent match, see the section on Duplicating Castings.
In the foregoing the main use of the match was to save time. It frequently happens that a pattern is so irregular in shape that it will not lie flat on the board in any position. In this case, a match is absolutely necessary before the drag can be packed. For large patterns, the cope box of the flask is used to bed the pattern into instead of a separate frame. After the drag has been packed upon it and rolled over, this first cope is dumped, and the box repacked with the necessary gaggers, vents, runners, etc., required for casting. The first cope is then termed, not a match, but a false cope.
For very light wooden patterns which may or may not have irregular parting lines, the pattern-maker builds up wooden forms to support the thin wood while the drag is being packed and to give the proper joint surface to the sand. This board serves exactly the same purpose as the sand match and false cope, but it is termed a follow board. See article on Pattern-Making.
Continue to:
My Books

