Lathe Tools for Metals. Part 10
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Lathe Tools for Metals. Part 10
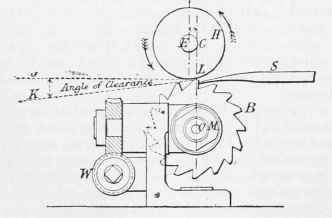
Each tooth is held in its correct position by means of a stop S, while the milling cutter is rapidly passed once forward and backward under the emery wheel. As will be seen by the arrows, the tendency of the emery wheel is to keep the cutting edge which is being ground close up against the stop S. There is no more difficulty in grinding spiral cutting edges than straight ones; and the face and conical cutters can also be ground correctly, and with the same amount of ease.
Milling cutters are made of the required form to suit the various shapes they are intended to produce; and all the ordinary forms can be used in any milling machine either of the horizontal or vertical class.
The face-milling cutters, Fig. 1258, are of disc form, and are among the most useful. They are constructed to cut on one face and on the periphery, and produce very perfect finish, especially on cast iron. This form is also very useful for stepped work, which, even when not of the simplest form, can be readily and reliably finished to standard breadths and depths; so that the pieces may be interchangeable, and tit together without the slightest shock, just as they leave the machine, and without any hand labour bestowed on them.
Another ordinary but very useful form is the cylindrical cutter, Fig. 1259, with teeth cut spirally over its circumference. This is largely employed for cutting flat, vertical, or horizontal surfaces, for finishing concave and convex curves, and for complicated formsmade up of straight lines and curves. With this spiral arrangement of the teeth, and with reliable means of regrinding or resharpening them, very high-class machine work can be produced. Some experiments have been made by cutting a spiral groove or thread into the outer surface of one of this class of mill, and thus reducing the aggregate length of its cutting surface. The results appear to be practically as follows : If half the length of cutting edges are dispensed with, only about 1/2 the maximum feed per revolution of the cutter can be applied by the machine; if 3/4 of the length of the cutting lips are left intact, § only of the aggregate feed can be used, and so on in the same proportions.




Other mills, again, are made in the form of small circular saws, varying from 1/4 in. to 1 1/2 in. or more in thickness. The teeth in some of these are simply cut around the circumference; others have these teeth extending some distance down each side, their edges radiating from the centre of the mill, as in Fig. 1260. Towards the centre they are reduced in thickness so as to clear themselves. These cutters are useful for a very great variety of work; for instance, the cutting of key-ways, parting off or cutting through pieces of metal, and making parallel slots of various widths, for the broader of which 2 or more cutters may be used side by side.
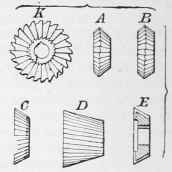
Conical and annular milling cutters, Fig. 1261, are much employed for a great variety of work, such as the cutting of reamers, the making of milling cutters themselves, bevelling, cutting the serrated part of hand- and thumb-screws, nuts, etc. In Fig. 1261, A, B, C, D are edge views of some of these cutters; K represents a face view, and E a section of one of them.
Any complex forms, such as the spaces between the teeth of spur, mitre, and other wheels, can be machined by using what are known as the patent cutters, which can be resharpened as often as required by simply grinding the face of each tooth. They are so constructed that however often they are reground they never lose their original curved forms, and always produce the same depths of cut. One of these cutters, for instance, will cut the same standard shapes of teeth in a spur-wheel, after it has been used for years, as it did the first day it was started.
There is risk of fracture in making large milling cutters out of one solid cast-steel blank, the principal difficulty being in the tempering. In practice it is found that if they are required of larger diameter than about 8 in. they are better made of wrought iron or mild steel discs, with hardened cast-steel teeth, so securely fitted into them that they do not require to be removed. The cutting edges can then be resharpened in their own places, as in the case of the ordinary milling cutter; thus ensuring that each shall have the same angle of cutting and clearance, run perfectly concentric, and therefore do a maximum amount of cutting in a given time. It must, however, be borne in mind that the smaller the diameter of the milling cutter the better finish it will produce; and cutters of large diameters should only be used to reach into depths where one of smaller diameter could not. Again, the smaller the cutter, the less does it cost to make and maintain.

The writer has not had an opportunity of actually testing the relative amounts of engine power required for driving milling machines; but as far as he can judge from ordinary practice in doing ordinary work, he has not perceived that any more power is required to remove a given weight of shavings than that required for a lathe, planing machine, or shaping machine, with efficient cutting tools in all cases.
The cutting speed which can be employed in milling is much greater than that which can be used in any of the ordinary operations of turning in the lathe, or of planing, shaping, or slotting. A milling cutter, with a plentiful supply of oil, or soap and water, can be run at from SO ft. to 100 ft. per minute when cutting wrought iron.
The same metal can only be turned in a lathe, with a tool-holder having a good cutter, at the rate of 30 ft. per minute, or at about 1/3 the speed in milling. Again, a milling cutter will cut cast steel at the rate of 25 ft. to 30 ft. per minute.
The increased cutting speed is due to the fact that a milling cutter, having some 30 cutting points, has rarely more than 3 of these cutting at the same time. Each cutting point therefore is only in contact with the metal during J- of each revolution. Thus, if we suppose it is cutting for one second, it is out of contact, and therefore cooling, for the succeeding 10 seconds, before it has made a complete revolution and commences to cut again. On the other hand, a turning tool, while cutting, is constantly in contact with the metal; and there is no time for it to cool down and lose the heat imparted to it by the cutting. Hence, if the cuttiug speed exceeds 30 ft. per minute, so much heat will be produced that the temper will be withdrawn from the tool. The some difficulty to a great extent applies to the cutting tools in planing, shaping, and slotting machines. The speed of cutting is governed also by the thickness of the shaving, and by the hardness and tenacity of the metal which is being cut; for instance, in cutting mild steel, -with a traverse of 3/8 in. per revolution or stroke, with a shaving about 5/8 in. thick, the speed of cutting must be reduced to about 8 ft. per minute.
A good average cutting speed for wrought or cast iron is 20 ft. per minute, whether for the lathe, planing, shaping, or slotting machine. (W. F. Smith.) See also p. 55.
Continue to:
My Books

