Lesson I
Description
This section is from the book "Elementary Metal Work", by Charles Godfrey Leland. Also available from Amazon: Elementary Metal Work.
Lesson I
The principle of design in bent iron-work, - as in most curved decorative work, is that of the growth of plants; or organic development; that is, of a trunk or stem from which grow branches and leaves. The first step in work is to form a ring or circle of either a ribbon of cardboard or sheet iron. This is the simplest and easiest bending conceivable. Let it be about three inches in diameter. Having drawn the circle with compasses on paper, adjust the ring to it.
Let one end lap over the other; take a punch or bradawl, or the drill. Placing the awl vertically on a projecting piece of wood (or on the anvil, in which a small hole should be drilled), give a blow with great care, and it will penetrate the iron. If the first blow does not go through both thicknesses, repeat it. This will make a hole, but ragged on the under side. Smooth this with the rimer or round file, and file away the ragged projection on the under side. Then place in the hole a rivet, and drive it through both holes. This will bind the two ends. Then, reversing the process, put the head of the rivet on the smooth anvil, and give the projecting end of the rivet a smart vertical blow, which will mash it flat and cause it to spread. In doing this, to avoid hurting the fingers, hold the circlet with the pliers or flat pincers. Smooth the end with a file. Then you will have a bangle or bracelet. Fig. 7. Make several of these for practice.
This practice may be, for economy's sake, as well effected with strips of waste tin cut from old pails or cans, or iron of hoops, etc. These cans, as I have shown in the "Manual of Leather Work," 1 can be utilized in many ways in the arts, instead of being thrown away. It may here be observed that a good strong drill makes neater holes than the bradawl or punch and hammer, and as it takes no more time on the whole, is decidedly preferable, especially when the metal is thick or unusually hard.
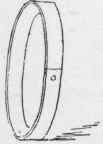
Fig. 7. Bent Iron Ring.
Riveting may be executed in several ways. Firstly, by laying the strip to be pierced on a block or board of wood, and then driving a steel punch or point, generally a bradawl punch, through it. This leaves on the under side a burr or projecting ring of rough metal round the hole. This is to be filed off and the hole smoothed with a rimer or rat-tail file. Secondly, there can be used a plate or bar of iron in which there is a slit through which a hole is drilled. By passing the strip through this slit or split, and then striking the punch as before, a better perforation is made. Fig. 8. Thirdly, by using the drill, especially for thick sheet iron. Fourthly, when the sheet or strip is very thin and very neat work is to be executed, the round or circular punch may be used. This, like the snap or hole-cutter used by shoemakers to cut holes through which strings pass, cuts out at a blow a small disc of metal like a tiny coin. In using it, the strip should be laid on a block of lead, or of the hardest wood. Fifthly, we may add to these an implement which is however but little used in metal-work, though familiar to every corset-maker and most milliners. This is a pair of pincers, by means of which a peculiarly shaped hollow rivet is pressed through a hole, and at the same time crushed and clamped down at the end. It is often used in counting rooms or offices to fasten papers together. This method of riveting is very-neat and may often be used in light sheet metal.

Fig. 8. Making Rivet-hole.
Rivets are of three kinds. (1) The round-headed "cup" or "snap" of a convex form ; (2) The counter-sunk or flat-headed ; (3) Wire-rivets, or simply sections of wire, which may be used when the better kind are not to be had. With these may be included common small tacks, which answer well enough for common work. The object of riveting is to have a connecting link which spreads out on both sides so as to bind two pieces of metal. The cup or flat-head forms one of these "spreads," the other is made by smashing the other end fiat, so as to make it pass over the sides or round edge of the hole. To do this (as the pupil will probably very soon find for himself) it is necessary to not only hit the rivet, but to strike sideways a little, so as to spread the iron. This is sometimes aided by first making a blow in the centre of the rivet with a splitter, or dull chisel, or with the point of a punch. A snap is a punch with a semicircular end used to clean off and finish up rivet-work. It is struck with a hammer, and may be compared to a chisel when the latter is used to trim off work.
Clamps, Clasps, or Binders. These are much more used in common Italian work than rivets, being easier to apply, and looking quite or almost as well in large or coarse objects. A clamp is simply a narrow strip of iron which is passed or bent very closely round two other strips, so as to bind, tie, or clamp them together. It is like binding two objects with a ring of which the ends are not united. One end of the clamp of course passes over the other. Figs. 9 and 10.
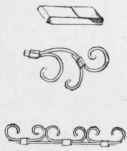
Fig. 9. Clamp and Clamped Work.

Fig. 10. Chain-work Clamped.
When this is done, the clamp is made firm, either with a blow of the hammer or by pinching it down closely with the flat pliers. The effect of the clamp is not bad artistically speaking, and it was very often imitated as an ornament in Gothic designs, illuminated work, and the like. I have before me as I write very elegant specimens of Venetian work in which there are no rivets, everything being connected by clamps. The clamp can always be employed, even when owing to the closeness of the lines it is impossible to get in a rivet or to solder.

Fig. 11. Simple Bends.
Continue to:
My Books

