Turned Work. Part 3
Description
This section is from the book "Handcraft In Wood And Metal", by John Hooper, Alfred J. Shirley. Also available from Amazon: Handcraft In Wood And Metal.
Turned Work. Part 3
Notes On Turning
As all these objects involve various kinds of turning and in different materials, the methods of holding the turning tools shown in Figs. 7 and 8 will no doubt be useful, and the very different methods of holding the turning tool when turning iron or steel, and when turning brass or similar metals, should be noticed. When turning iron or steel, owing to its tenacity and the danger of the tool "running in," it is necessary that the tool should be held with the utmost solidity; hence a large handle, giving a good firm grip, which enables the user to govern the pressure on the work being turned, is necessary. The illustration (Fig. 8) shows the turning down of a mandrel with a graver. A graver is a piece of square steel ground off diagonally at about an angle of 35° to 40°, hardened and tempered to a straw colour for turning iron and steel. It will be noticed that the tool rest is as close as possible to the work, in order to provide the fulcrum for the opposite corners of the graver.
When turning brass (see Fig. 7, p. 83) the rest should be placed so that the turning tool has free play, thus enabling the turner to feel the cut, and also sufficient space for working around the curves, shoulders, etc. Ch. xvii, Fig. 22, Nos. 14, 15, 16, 17, illustrate the shapes of tools for turning brass and similar metals. Another point when turning is that the rest should be arranged so that the cutting edge of the tool will be at the centre line of the work. This also applies when screw cutting by hand. When roughing down iron or steel and using the slide rest the tool No. 6 on p. 216 should be used. No.
8 is for shoulders or angles, and No. 19 for finishing off.
Lubrication
This is a most important factor in all cutting operations, and it varies considerably under different conditions. The following table will be found useful, as it gives the various metals and the lubricant to use while they are being worked. A mixture of water 100 parts, soft soap 2 parts, soda 7 parts, and oil 30 parts, forms a good lubricant for general purposes. The water carries away the heat, and prevents the work from warping, the soda and soap prevent rusting of the work and the machine, and the soap and oil lubricates the cutting edge. This should be boiled for three hours thoroughly before use. The oil referred to here is commonly known as machine oil.
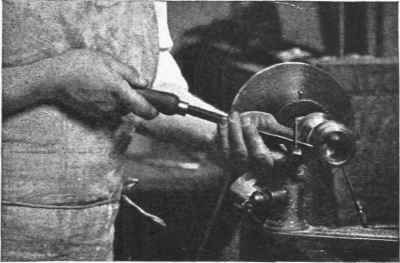
Fig. 7.-Turning brass with a ripper.
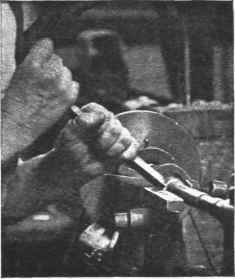
Fig. 8.-Turning iron with a graver.
Material. | Lubricant. |
The mixture as above, or oil. | |
Soft steel | ,, ,, ,, |
Wrought iron | ,, ,, ,, |
Cast iron | Dry, no lubricant at all. |
Brass | ,, ,, ,, |
Gunmetal | ,, ,, ,, |
Bronze, etc. . | ,, ,, ,, |
Copper | The mixture or oil. |
Paraffin or turpentine. | |
Candle wax. |
Continue to:
My Books

