Disc Grinder for Flat Top Work
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Disc Grinder for Flat Top Work
Laps for flat surfaces have grown in favor so rapidly that special machines called disc grinders have been made to do this work. The construction of the disc grinder can be so readily seen from the illustration, Fig. 249, that a detailed description is not necessary. For finishing small flat surfaces, especially those which have been hardened, this machine has become an important factor in the modern shop.
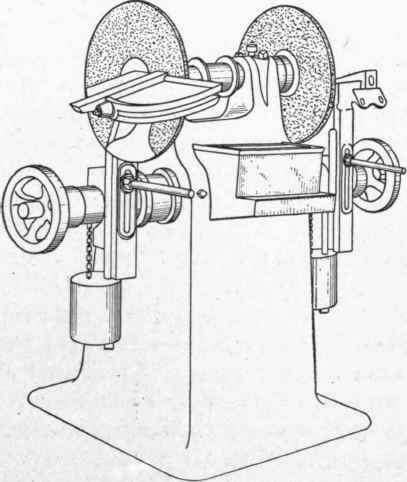
Fig. 249. Disc Grinder.
This machine is arranged for using ordinary emery wheels; and the grinding is done on the side of the wheel, instead of on its periphery; hence its name. The table rest upon which the work is held is normally horizontal, but is adapted to be set at any required angle when the work is of such a form as to require this adjustment.
The usual difficulty experienced in this method of using an emery wheel is the liability of the disc to glaze over, and, as a result, require frequent turning off to present a good cutting surface. Many attempts were made to replace the solid emery wheel with a cast-iron disc covered with emery cloth; but the same difficulty was found in its use. The experiment was tried, of cutting slight grooves in various directions, generally concentric or radial, in the face of the cast-iron disc. Its usefulness was improved; but the problem was not solved until a single spiral groove was cut, starting near the center and running gradually outward. By this means the tendency to glaze is broken up in a continually progressive manner that effectually prevents this trouble.
Machines similar to the one shown in Fig. 249 are built with double heads so that two discs are placed facing each other, one of them being capable of adjustment so that flat pieces of work can be ground on both sides simultaneously. Machines of this kind are adapted to a considerable range of very useful work.
Continue to:
My Books

