Laying Out Work
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Laying Out Work
Laying out work is one of the most important details of machine shop practice. Ordinarily all work is laid out. The exceptions are where certain pieces are worked from templets, and in these cases the templet is laid out from certain points on the casting, forging, punching, or whatever is used for the work in hand.
Centering Round Bars
The simplest form of laying out work is to be found in the centering of round bars that are to be turned in the lathe. In this case the end of the piece is chalked. Use a pair of hermaphrodite calipers; set the points A and B so that their distance apart is a little more than the radius of the piece. Place the
■ caliper leg at three points on the circumference, A, B, and C,
Fig. 250; and describe from each the arcs of circles A' A', B' B', and C'C, respectively. Then, with the prickpunch, mark the point indicated by the small circle in the center. This will be the center. To test its accuracy, place the divider leg in the prickpunch mark, and see if the caliper leg will just touch the bar over its whole surface.
Before drilling, the center should be emphasized with a center punch.
The center square may be used for the operation of locating centers in round stock, as the center can be easily located at the intersection of two diameters drawn nearly at right angles. In some cases.it is better to lay the shaft in V-blocks on a plate and use the surface gage, drawing at least two lines through the center of the piece.
It is often necessary to cover the surface of the work where lines must be visible, with chalk, white lead, or copperas, before any laying out can be done; but in cases of this kind it is usual to mark directly upon the end of the bar. Before drilling, the center should be emphasized with a center punch.
The locations for holes should be at the intersection of lines in order to be plain. After marking the center with a prickpunch, take a pair of dividers and describe a circle on the prepared surface concentric with the center already located. This circle should be about the diameter of the hole to be drilled; and in many good shops, it is the custom to draw another circle concentric with the first and about 1/16 inch larger in diameter. This outer circle is called the reference circle, and is for the benefit of the inspector when it becomes necessary to place the responsibility for a misplaced hole. These circles may be marked with at least four prickpunch marks, as shown in Fig. 178, Part II, in order to indicate the position of the circle in case of the obliteration of the line. The center is then deepened by the center punch, and the hole drilled. In laying out centers upon rough castings, the first thing to do is to snag the work-that is, remove the ridges of the casting caused by the pattern being made in two or more parts. For small castings a coarse file is generally used, while for large work the cold chisel is used. In many shops the cold chisel is operated by compressed air.
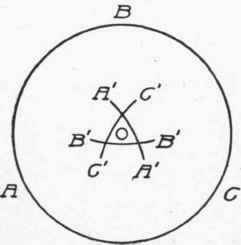
Fig. 250. Centering Round Bar to be Turned in Lathe.
Continue to:
My Books

