Holding the Work
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Holding the Work
A matter to receive due consideration is that the work must be held rigidly on the work table while being drilled. This may be done in two ways. If the holes are to be drilled with great accuracy, the work must be clamped to the table. This is often done by means of straps, as shown in Fig. 181. In this figure, a gland A is shown clamped to the table by the straps BB, One end of the strap rests upon the flange of the gland and the other upon any convenient piece of metal C, of the proper thickness. The bolt D is put up through a hole in the table as close to the work as possible. When the nuts are screwed down, they then put the greatest available pressure on the work, and hold it fast. The strap B is made of flat iron. It has one or more holes drilled in it to permit the passage of bolts.
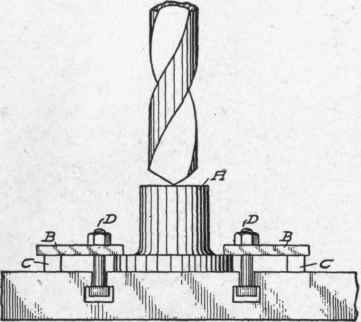
Fig. 181. Work Clamped to Table by Straps for Accurate Hole-Drilling.
Another method of holding work in the drill press is by means of a post. This is shown in Fig. 182. It consists of a post A, set loosely in one of the holes in the table. As the drill is forced against the work, it tends to turn the latter with it. When the work strikes the post, it is stopped and held while the hole is drilled. This will • not hold the work -perfectly steady. It allows the latter to move with the eccentricity of the motion of the drill, but it is in very common use where extreme accuracy is not essential. For example, where a finished bolt is to be used with a driving fit, the work must be securely fastened so that the diameter of the hole may be true. Where a machine bolt made of rough iron is to be used, the hole is drilled 1/16 inch larger than the nominal size of the bolt. Here accuracy is not even attempted; a variation of 1/32 inch in the diameter of the hole is of no account. Therefore, in such cases, the work may be allowed merely to rest against the post.
This question of holding the work does not apply to drills of the multi-spindle class, Fig. 176. Evidently the tendency of one drill to rotate the work is counteracted by the action of another drill.
An angle iron forming a right angle with the work table, is used in many cases to support the work where the hole cannot be properly located by the use of the table alone. The clamping of the work to the angle iron must be very rigid to resist the pressure of the drill. A tilting table is sometimes used, so that the holes may be drilled at any required angle. At least one manufacturer is putting on the market a horizontal drilling machine which can drill five sides of a cube at any angle, with but one setting of the work. Tapping. Drilling machines may also be used for tapping. This requires a reversing device for backing out the tap. The backing-out is done at a much higher speed than the tapping. The tap is held in a friction head that will slip when the tap strikes the bottom of the hole. The use of collapsing taps, especially on diameters of one inch and over, renders the backing-out unnecessary, and quickens the operation. Studs may be set by the same device, so that cylinder flanges may be drilled, tapped, and the studs set, without removing the work from the machine. Duplicate drilling by means of jigs will be considered later. •

Fig. 182. Use of Table Stud for Drilling.
Continue to:
My Books

