Chucks For Long Objects Supported At Both Ends. Part 5
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chucks For Long Objects Supported At Both Ends. Part 5
Fig. 219.

o 2
The Scribing Tool, one form of which is given by fig. 220, is held in the right hand, pressed down and sliding upon the surface plate, while the point, which may be fixed at any height, traces lines upon the work exactly parallel with the base that lies upon the surface. Similar and equal lines may thus be extended around all sides of the work, as base lines upon which to set out subsequent measures, and all such lines so scribed necessarily lie in one plane, whether parallel with, or at angles to each other. The purpose of fig. 220, is occasionally fulfilled, but in a much less exact manner, by a pair of spring dividers, one point of which is allowed to rest upon the surface the other scribing the work. Should the edges or ends of the work, have been made rectangular in the planing machine or otherwise, the surface plate may frequently be dispensed with, as the lines can then be marked with the gage fig. 221; this instrument resembles the joiner's marking gage more exactly made in metal, the head, which traverses the work, being faced with steel and fixed with a set screw. Scales at the side, usually one of eighths and thirty seconds and another of tenths, with vernier to read to hundredths, determine the distances of the head from the cutter.
Fig. 220.
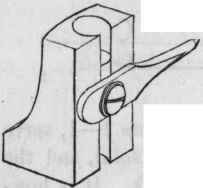
Fig. 221.

The centering of larger and more complex work, is illustrated by the double throw crank, fig. 222. The central and end portions of the shaft, are turned upon the centers 1 - 1; and exactly to fit the round holes made in the two cast iron arms A. A., which are then bolted on the shaft to carry the centers for turning the two crank necks external to its axis; they also carry counterpoises, to give the whole mass a near approach to equilibrium. The centers for the eccentric axes, having been previously made in each arm, at one common distance from the central holes by which they are attached to the shaft, and also at one common distance from their edges; it is only necessary when fixing them, to place the two pieces in the required direction and then "out of winding," by trying the whole collected mass upon a surface plate. In heavy work of this character, the simple method employed by the joiner and others, page 500, Vol. II., that of looking along the work from end to end and adjusting the edges of the two pieces to parallelism, would be preferred and practised. The one neck having been turned, the arms are shifted to a new position at right angles to the former, and the second neck is then turned from the centers 3 - 3. The centering pieces may include two or more pairs of centers, to turn several cranks of similar or dissimilar radii upon the same shaft, and the relative distances once carefully set out, any number of pieces may be turned exactly alike, and in strict accordance with assigned measures. When necessary to prevent the work yielding, from the compression of the supporting centers, or from weakness due to its form, wooden or metal stays are placed and clamped between the parts, so as to complete the line temporarily used as the axis of rotation.
Fig. 222.

Forms such as those indicated by the diagram, figs. 223. 224, in which the parts are at one or more angles to each other, require projections to be left in the solid material, or to be temporarily attached to the work, for placing one or both centers obliquely. This is practised in turning the legs and backs of chairs, the curved portions of harps and other crooked objects. By working from many centers the piece will assume a polygonal figure, and if the changes be small and frequently repeated, it may be turned so as very nearly to approach a curve. Such works however have so little stability, that it is necessary to support them against the thrust of the tool, by one of the guides already mentioned. Similar forms in metal are generally turned while straight and bent subsequently.
Fig. 223.
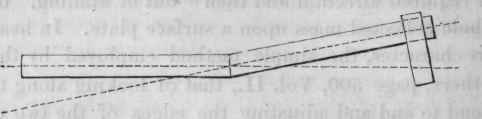
Fig. 224.

The back upright of a chair fig. 228, and similar shapes are examples of this centering. The lower end of the upright is of rectangular section, and curves out of the axis. When cut out to shape with the saw, the work is mounted in the lathe to turn the straight portion, and is centered by means of flat wedge shaped pieces of wood placed upon either side, and retained in position by an iron screw clamp, fig. 226, which passes around the whole.
Fig. 225.

Fig. 226.

Fig. 227.

228.

The four way tap fig. 225, is offered as an indication of the general method of turning from several centers. This particular object would be mounted successively upon the three axes shown by the dotted lines; the two shaded projections being cast upon the solid, to afford a place for the centers external to the work, such pieces being usually removed by the saw, or chisel and file, after the completion of the turning. The lines for the centers would be traced with the scriber and surface plate, as already described, to place them all, either in one or in parallel planes as required.
Continue to:
My Books

