Section II. - Long Objects Supported At One End Only
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Long Objects Supported At One End Only
The chucks for carrying drills are constructed in a variety of forms; the most simple, fig. 229, has a square hole of much greater length and less angle, than the similar chuck employed for turning. The shank of the drill, fig. 476, Vol. II., is filed square and taper to exactly fit the hole, and both drill and chuck are marked, that they may always be replaced in the same relative positions. The aperture of fig. 229, is sometimes made of the same size as that of the pad or socket of the carpenter's brace, that it may carry the same set of bits for works in wood, and when the chuck is provided with a spring catch to retain them, fig. 231, it is called a pad chuck.
Fig. 229.
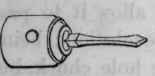
Fig. 230.

Fig. 231.
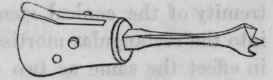

Fig. 232.

Fig. 233.
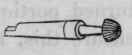
Fig. 234.
The stems of the ordinary brace bits are usually not very exact either in size or straightness; qualities that are not essential to their use in the brace, in which the guide for revolution is the point of the tool itself. In the lathe on the other hand, the bit acquires the exact revolution of the mandrel, imparted through its opposite extremity or butt end, and inaccuracy of fit in the chuck, or of truth in the stem, is at once felt at the point of the tool, which then cuts imperfectly because it describes a small circle instead of revolving truly upon itself. All the brace bits therefore, to obtain truth for their revolution in the lathe, require their stems to be "set" with a hammer, after the manner already described. The hits have greatly increased stability and are preferable, when each is permanently fixed in a separate Boring Bit chuck fig. 232.
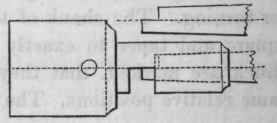
The Round hole drill chuck fig. 230, enlarged views of which are given by figs. 235 and 237, attains both truth and security, the fittings for both the chuck and the drill are made in the lathe. The hole made in the steel socket for the stem of the drill, fig. 235, is slightly conical, and a diametrical mortise of less width than the bottom of this hole, is pierced through the socket, just beyond it. Two flat sides are filed at the extremity of the conical stem of the drill, and allow it to pass into the rectangular mortise which gives the revolution; being in effect the same as two sides of the square hole chuck, but the exact agreement is no longer necessary, as the concentric turned portions place the drill in the true axial line. To ensure this, the flats on the drill should be of rather more than sufficient length, so as to slightly enter the conical hole as shown, that the corner or shoulder may not interfere with the round stem taking its true bearing. Figs. 237. 238, are a different form, in which a notch is filed down to the diametrical line in the drill socket, the end of the drill being shaped to correspond. A side screw is sometimes added to the socket, to prevent the drills being withdrawn from the chuck by becoming clogged and remaining fast in the work, a notch being filed in the drill to receive the point of the binding screw. The drills are released from the chucks by a lever or wedge, inserted in the mortise or notch beneath the end of the tool.
Fig. 235. Fig. 236.
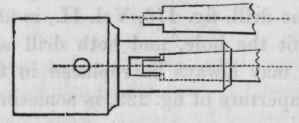
Fig. 237. Fig. 238.
The Arbor chuck for circular cutters, figs. 233. 234, may be mentioned here, as being allied to the drill chucks; it carries small circular saws and cutters fitted and attached by a screw, to the extreme end of a solid steel arbor; this may be permanently fixed in the chuck, or several such arbors may be fitted to either of the chucks figs. 235 or 237. The small saws are employed by the optician and others, for notching the heads of screws, making knuckle joints and for a variety of purposes, as described fig. 730, page 753, Vol. II. The circular cutters with edges of various sections, and generally of very small diameter, are used for some kinds of rough carving in wood and ivory; the heads of sticks and parasol handles are frequently ornamented in this manner, the work being held against the revolving tool by the hand alone, the better, specimens being subsequently finished with carving tools.
A large proportion of works of moderate length, both in wood and metal turning, are supported at one end only; many of these are conveniently carried by chucks having movable parts, usually screws, or dies advanced by screws. The Hollow chucks with pinching screws, are strong and simple, and are employed both for large and small works. The Die chucks, which present great variety in construction, are more applicable to works of small dimensions; some, only to round pieces such as drills and small wires.
Fig. 239.
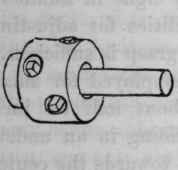
Fig. 240.

Fig. 241.

242.
Fig. 243.

The Hollow screw chuck, fig. 239, is a strong ring of brass of about an inch internal diameter, having three radial screws in one plane, and in another plane about one inch behind, three other radial screws placed intermediately to the first. In adjusting the work to run true, it is first lightly held by the three front screws, the three back screws being unemployed, and allowed to remain just out of contact. The high side of the work, or that most distant from the center, having been observed by the eye or marked with a piece of chalk, while in revolution, the hand is placed around the work to hold it, while the two screws upon the low side are slightly slackened and that on the high side equally advanced. The effect produced having been observed, the correction is repeated until the end of the work next to the chuck is found to run true. Daring this operation which may be rapidly effected, the opposite end of the work, that most distant from the chuck, may also be rendered fairly true, either by pressure of the fingers or by light taps with a hammer; it may then be more correctly adjusted by means of the second three screws, now brought into use and advanced or withdrawn after the same manner as the first. When the work is satisfactorily adjusted to truth, all six screws hitherto only in light contact, each receive a trifling further advance to strengthen the grasp. Larger screw chucks made in the shape of a cup or bell are employed by the engineer, frequently for works of considerable size, but generally of far less proportionate length than those considered in this section. The radial pinching screws of these larger chucks are sometimes placed all in one plane, and when in two planes, they are more usually eight in number; the six. screws however, offer greater facilities for adjusting work of moderate size, for which also their grasp is sufficient.
Continue to:
My Books

