Long Objects Supported At One End Only. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Long Objects Supported At One End Only. Part 2
The Die chuck with two slides fig. 240, employed for small pieces of metal, ivory or wood, from about half an inch diameter downwards, has two steel dies sliding in an undercut diametrical groove; the dies are pushed towards the center by two screws, working in a strong surrounding ring, solidly attached to the chuck. The one or the other die is advanced or withdrawn to adjust the work to center; the formation of the jaws or faces of the dies, preventing the piece chucked from escaping the central line of the slide in the other direction. Both dies are usually filed to an internal angle of about 120°, fig. 241, and serve to grasp round, square and other shaped pieces; sometimes as in fig. 242, the one has an internal and the other an external angle of 90°, the sharp corner of the latter being slightly removed, these dies are suitable for very small diameters.
Straight pieces are readily adjusted to centrality in fig. 240, while the independent action of the dies, permits a slightly eccentric chucking when required. By this very necessary and convenient property, work that is not quite straight, can be adjusted sufficiently near to the axis of the lathe for turning, so that for short pieces the operation of setting can frequently be dispensed with. Thus, the square jaws fig. 241, may be used to grasp the tang of the brace bit, before alluded to, and will give a sufficient eccentricity to the butt end, to compensate the want of straightness in the stem and to cause the point to run truly. The bit or the work while in process of adjustment, is twisted round to different positions within the square, to find its greatest eccentricity, which should be placed in the direction of the slide.
The Die chuck with one slide fig. 243, has two binding screws, one of which secures the work in the angular opening of a diametrical slide, that is fixed in position by the other. The work is first fixed in the slide, which is set to move rather stiffly by its binding screw, the slide is then adjusted to exactly center the work, by a few light blows upon its ends, given with a mallet or the end of a tool handle, after which the binding screw of the slide is finally tightened.
Both the chucks figs. 240 and 243, when once adjusted, may be employed for turning a succession of pieces of one diameter; the first, by releasing only one of the dies and the second, by leaving the side screw undisturbed. Fig. 243, with or without the popit head according to the length and size of the work, is very serviceable in turning moderate sized pieces having more than one axis, such as the crank fig. 219; the slide moves the work the distance between the different centers, and as the work is not released during the change of center given by the slide, the parallelism of the turned parts is ensured.
The Die chuck figs. 244. 245, contrived by Mr. Isaac Bennett, has but one screw, both to fix its diametrical slide and to grasp the work. The latter is carried in an angular opening of 90°, and may be of any size from rather more than an inch in diameter downwards; the chuck has great power and sufficient range for most small works, and applies with equal facility to other sections besides the round. The slide moves freely in double chamfers formed in the two sides of the chuck, which are strengthened and secured, to each other by a strong steel ring attached in front. The angular portion of the opening to carry the work is lined, with hardened steel, the opposite end of the slide is bored with a hole exactty through its center line, tapped to receive a short and strong steel screw, and the entire slide is also divided longitudinally through the same line into halves. The screw is without a head, so that except by encountering the work, it could be screwed completely through into the angular opening; it presses the work towards the apex of the angle, where the work, bearing equally against the two angular sides of the slide, forces them equally outwards, fixing them against the sides of the chuck at the same moment that it is itself fixed in the angle by the screw.
Fig. 244.
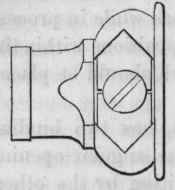
Fig. 245.
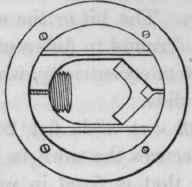

Fig. 246.
Fig. 247.
For works of smaller diameters, the size of the opening is contracted by a rectangular hardened steel filling piece, shown in the chuck and also detached fig. 246. The limbs and ends of this are filed exactly to 90°, so that it can be inserted in the slide with either its wider or smaller opening facing the screw, to diminish the opening according to the diameter of the work; the pressure being then conveyed through the work and the filling piece, to the two halves of the slide as before. Besides extending the range, the filling piece causes the slide to remain always so nearly central, that the chuck is always virtually in equilibrium upon whatever diameter of work it may be employed; it is retained in the slide, and the slide in the chuck, by steel springs to prevent accidental displacement.
For adjustment to center, the work is first lightly held by the screw, while the slide is brought into position by the hand, or by light taps with the end of the handle of the turning tool, delivered upon the end opposite the screw; a half turn is then given to the screw with the key fig. 247 which fixes the work and the slide. If the work has not been "set," when the slide has been first roughly adjusted, the screw is slackened, and the work is twisted round by the fingers, to find the position in which it runs most nearly true; a more careful adjustment being then given to the slide before the screw is finally tightened.
Many Die chucks have the power of self-adjustment for center; one of the earliest and best for light works, was contrived by Mr. S. Mordan, for accurately and rapidly mounting in the lathe the parts of his ever-pointed pencil cases. Mordan's Self centering wire chuck figs. 248 and 249, consists of two hardened steel dies, sliding in an undercut diametrical groove; the internal upright faces are each filed with an angular notch to hold the work, and the opposite external edges are accurately turned to a cone, of which each die forms exactly one half the diameter, A wide ring with a steel plate having a turned conical hole, screws upon the chuck, and by pressing upon the conical edges of the jaws forces them equally to the center. The grasp of the hand is quite sufficient for securing the pieces to be turned, which vary from one sixteenth to one quarter of an inch in diameter, a second chuck being required to extend the range of work to half an inch.
Continue to:
My Books

