Lapidary Work. Slitting, Cutting, And Polishing Flat And Rounded Works. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Lapidary Work. Slitting, Cutting, And Polishing Flat And Rounded Works. Part 2
The stones worked in this country by lapidaries are in general small, and but little pressure is exerted upon the stone, the power of an assistant is therefore not required; but the lapidary mostly gives motion to the wheel with his left hand, while the stone is applied to the mill with his right. The details of the apparatus are somewhat varied in unimportant particulars, but fig. 1141 may be considered to represent the general arrangement of apparatus employed by working lapidaries.
The lapidary's bench consists of a stout plank, about 3 feet 6 inches long, and 1 foot 9 inches wide, supported upon a frame about Fig. 1141.
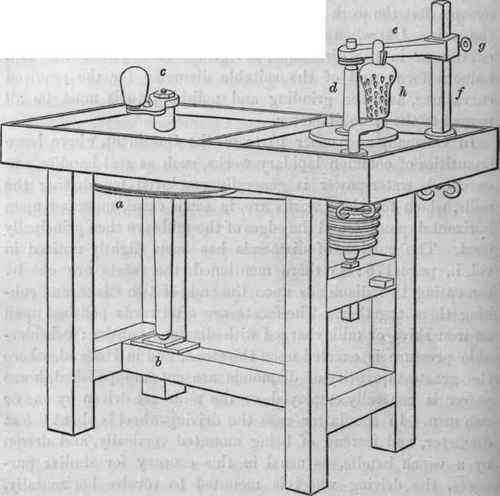
2 feet 6 inches high; the top is divided into two unequal compartments, and the whole is surrounded by a rim of about 2 inches above the face of the bench, intended to catch the waste emery and water thrown off by the centrifugal force. The compartment to the left hand is about 2 feet long, and has a central hole fitted with a collar, through which passes the vertical spindle of the driving wheel a, the lower end of the spindle is made conical, and fits into a corresponding center b, fixed in the longitudinal rail of the frame. The driving wheel, about 18 inches diameter, is fitted on the spindle between flanges, and works just beneath the under surface of the bench top, which nearly conceals it, and a horizontal handle c, of about 6 inches radius, is fitted on the upper end of the spindle. The distance between the spindle of the driving wheel, and that of the lap or mill, should not exceed about 1 foot 9 inches, in order that the arms may not be inconveniently extended, when the hands are respectively applied to the wheel and mill. The right hand compartment of the bench is about 16 inches wide, and through a hole in the center is passed the spindle d, that carries the mill; this latter is usually about 8 or 9 inches diameter, and revolves about 1 inch above the surface of the bench. The spindle is about 18 inches long, and the mill is held between a flange and screwed nut, about 12 inches from the lower end, which is made conical, and received in a corresponding center, capable of adjustment for height, in order to compensate for irregularities in the lengths of the spindles, and also to allow of the mill being more or less elevated above the face of the bench, according as the edge or side of the mill may be employed at the time. In the bench represented in the figure, this center consists of a square wooden rod, passing through a mortise in the transverse rail of the frame, and retained at any desired height by a side wedge; but frequently the center is supported upon the middle of a transverse bar moving at the one end on a pivot in the back upright of the frame, and supported in the front by a wedge.
The upper end of the spindle is also made conical, and likewise works in a wooden center, which is screwed into a hole near the extremity of a horizontal iron arm e, that slides upon a perpendicular bar f, fixed behind the mill; the height of the horizontal bar is adjusted to suit the height of the spindle, and is retained in the proper position by the binding screw g. The pulley, about four inches diameter, is fixed on the spindle to work just below the bench top, the hole through which is sufficiently large to allow the pulley to be passed through, either in exchanging the mills, or when they are required to be elevated.
The support shown at h, placed a little to the right and in advance of the lap, is called a gim peg or germ peg; it is about 8 inches high, and made of a round rod of iron bent into a crank form, and fitted with a flange that bears upon the surface of the bench; the lower end of the rod passes through a hole or mortise in the bench, and is fixed by a wing nut beneath, in order to allow of the gim peg being twisted round to different positions, according to the distance it is required to be placed from the mill.
The gim peg serves as a support for the arm of the workman in grinding the edges of small stones, but its principal use is to serve as a guide for the vertical angle in cutting facets; for this purpose a wooden socket, of the form shown in the figure, is slipped over the upper part of the rod, and retained in its position by a wedge driven in between the iron stem and the hole in the wooden socket. Several series of holes, or rather notches, one above the other, are arranged around the sides of the socket, and which serve to determine the inclination of the stick upon which the stones are cemented, as will be hereafter explained.
In producing a plane surface upon an irregular piece of stone, as in the case of smoothing a mineralogical specimen, if the natural surface is so nearly flat that but little has to be removed, the stone may be at once applied to the flat surface of the roughing mill; and if the stone be soft, such as a piece of potstone, the flat surface will be quickly attained; but if the natural surface be irregular, and the stone be hard, such as a piece of bloodstone, or even an ordinary pebble, the reduction of the stone to a flat surface by grinding would be very tedious, if much of the material had to be removed. Splitting or cleavage is seldom resorted to, as few of the stones wrought by the lapidary have a sufficiently lamellar structure to allow of nearly plane surfaces being thus produced, and the surfaces would be also liable to interferences from flaws or veins in the stone. In the majority of cases, therefore, even in polishing mineralogical specimens, the level surface is produced by cutting off a thin slice of the stone with the slitting-mill or sheer, which is a revolving disk of thin sheet iron, charged on the edge with diamond powder, and used as a circular saw for dividing all stones inferior in hardness to the diamond.
Notwithstanding the apparent expence of the diamond powder, it is very generally employed, and is used for cutting nearly every Turkey oilstone that is sold; and although for this and some of the softer stones, emery, or in some cases even sand, might be successfully employed, the diamond powder is almost exclusively used, as it is found to be the most economical, when the time occupied in the cutting is taken into account. The diamond powder cuts more rapidly than emery, and is very much more enduring; it also admits of being employed with very thin plates, and consequently the progress is also more expeditious on this account, and comparatively only a small thickness of material is wasted in the cutting. This is sometimes an important object with valuable stones, and the slicer is then made of small diameter, in order that it may be as thin as possible, and still retain the required degree of stiffness.
Continue to:
My Books

